DESENVOLVIMENTO E AVALIAÇÃO ÓPTICA E FÍSICO-QUÍMICA DE FILME BIODEGRADÁVEL E COMESTÍVEL UTILIZANDO CASCA DE ARROZ (Oriza sativa L.) E FALHA DE PINHÃO (Araucaria angustifolia)
Capítulo de livro publicado no livro: Ciência e tecnologia de alimentos: Pesquisas e avanços. Para acessa-lo clique aqui.
DOI: https://doi.org/10.53934/9786585062060-24
Este trabalho foi escrito por:
Ana Caroline Ferreira Carvalho *; João Miguel Garcia Conegero ; Sávio Leandro Bertoli ; Cristiane Vieira Helm ; Mirza Lahud ; Carolina Krebs de Souza
*Autor correspondente (Corresponding author) – Email: [email protected]
Resumo: O material utilizado para produzir embalagens plásticas ao longo dos anos tem sido o petróleo e o elevado acúmulo destes materiais é uma das causas negativas que tem impacto ao meio ambiente. Nos últimos anos, tem havido um interesse crescente em embalagens de base biológica para minimizar este problema. O objetivo deste trabalho consistiu em desenvolver um filme biodegradável e comestível a partir da valorização de subprodutos do agronegócio, como casca de arroz (Oriza sativa L.) e falha de pinhão (Araucaria angustifolia). Foi realizado através da metodologia casting o desenvolvimento de 7 filmes com matérias-primas comestíveis e concentrações distintas de extratos aquosos de casca de arroz e de falha de pinhão. Foram determinadas propriedades fisíco-químicas e óptica dos filmes biodegradáveis. Os filmes apresentaram resultados satisfatórios em relação à cor, espessura, teor de umidade e solubilidade. Estes resultados indicam a possibilidade da substituição de materiais sintéticos à base de petróleo pelo bioplástico desenvolvido.
Palavras–chave: Filme; biopolímero; bioeconomia circular; casca de arroz; falha de pinhão.
INTRODUÇÃO
A aplicação adequada de embalagens é primordial para garantir a qualidade e a segurança dos alimentos/bebidas, uma vez que protege contra danos biológicos, químicos, físicos e mecânicos durante o transporte e armazenamento (1–3). As embalagens à base de petróleo têm sido utilizadas durantes muitos anos devido sua facilidade de manuseio com características como durabilidade, baixo custo, qualidade estética e versatilidade (4). O plástico pode ser flexível, rígido, de diferentes tamanhos, formas e está disponível em aplicações, por exemplo, em embalagem, transporte, construção e agricultura (5).
Com base em questões ambientais, regulamentos internacionais estão incentivando empresas e indústrias para investir na utilização de embalagens de alimentos Eco-Friendly (amiga do meio ambiente) com um tempo menor de degradação, e que são descartadas logo após o uso (6). Desta forma, os impactos ecológicos desfavoráveis causados pelo descarte de polímeros sintéticos podem ser significativamente reduzidos com o uso de polímeros biodegradáveis (7), que sofrem a decomposição por ação microbiológica (8,9).
Ao mesmo tempo, o excesso de resíduos agroindustriais gerados pela cadeia de produção da indústria aumentou seus interesses pela preocupação tanto com aspectos ambientais, quanto financeiros (10,11). Alguns destes resíduos passam por bioprocessamento como matéria prima aumentando seu valor, mas grande parte ainda são descartados em aterros sanitários (12).
O estado de Santa Catarina é uma referência no setor de agronegócios e destaca-se em relação à produção e diversidade. De acordo com o Instituto Brasileiro de Geografia e Estatística (13), Santa Catarina é o segundo maior produtor de arroz em todo o país, apresentando uma colheita de 1,2 milhões de toneladas deste cereal em 2020. Com isto, acredita-se em um grande potencial na casca de arroz para ser utilizada como matéria-prima em materiais destinados ao uso como embalagens de alimentos. Ainda, verifica-se um baixo volume de pesquisa realizada na área acadêmica referente ao pinhão e seus derivados.
MATERIAL E MÉTODOS
PREPARAÇÃO DO FILME
Para a preparação do filme biodegradável foi utilizada a metodologia denominada casting, com algumas adaptações (14). O método consiste em inicialmente misturar 24 g de amido de milho e 400 mL de água destilada. Após misturados, foi feita adição de 13,3 g de glicerol (plastificante) e 2,4 g de carboximetilcelulose (CMC). Esta solução foi aquecida em banho termostatizado até 50 °C (Tecnal, TE-184) sob agitação mecânica constante (Agitador Quimis, Q2352) durante aproximadamente quinze minutos. Em seguida a temperatura foi elevada até 80 °C e permaneceu por trinta minutos para garantir a gelatinização completa do material e formação da solução filmogênica. Por fim, a temperatura foi ajustada para 90 °C e permaneceu por mais quinze minutos. Então, foram adicionados à solução filmogênica os extratos aquosos de casca de arroz (1:10) (15) e de falha de pinhão (1:10) (Tabela 1) (16). Posteriormente as soluções foram vertidas em recipientes de vidro e colocadas em estufa de circulação de ar forçada com temperatura em torno de 45 °C durante 24 horas (17). Os filmes formados foram submetidos às análises de caracterização.
Tabela 1 – Concentração de extrato de casca de arroz e falha de pinhão adicionado aos filmes biodegradáveis
| Filme | Extrato de Casca de arroz | Extrato de Falha de pinhão |
| 1 | 0mL | 50mL |
| 2 | 20mL | 50mL |
| 3 | 0mL | 150mL |
| 4 | 20mL | 150mL |
| 5 | 10mL | 100mL |
| 6 | 10mL | 100mL |
| 7 | 10mL | 100mL |
CARACTERIZAÇÃO DO FILME
Para a caracterização dos filmes foram realizadas análises para determinação dos seguintes aspectos:
Propriedade óptica do filme
- Cor e transparência/opacidade do filme.
A coloração e transparência/opacidade dos filmes foram determinadas pelo espectrofotômetro de esfera (Modelo SP60 Series, X-Rite Inc., Grand Rapids, MI, EUA) e os resultados da coloração foram expressos em L* (luminosidade); a* (vermelho/verde); e b* (amarelo/azul). Os valores de transparência/opacidade (%) foram lidos diretamente no equipamento. A amostra utilizada para a leitura apresentava tamanho de 5 cm x 5 cm e foram determinados 5 pontos de leitura (extremidades e centro) (17).
- Resposta de cor dos filmes em diferentes pHs
Para determinação da resposta de cor dos filmes como indicadores de pH, eles foram cortados em quadrados com dimensões 2 cm x 2 cm. Estes foram submersos durante 5 minutos em soluções com valores de pH de 2 a 12. Utilizando-se espectrofotômetro de esfera (Modelo SP60 Series, X-Rite Inc., Grand Rapids, MI, EUA) foram avaliados os parâmetros de cor dos filmes. Para isto, determinou-se pontos (extremidades e meio) na superfície do material para realização da leitura. Os resultados foram expressos em: L* (claridade); a* (vermelho/verde); e b* (amarelo/azul) (17).
Propriedade físico-química do filme
- Espessura do filme
A espessura dos filmes foi medida com micrômetro digital (Marca Zaas, precisão de 0,001mm). Foram realizadas cinco medições ao longo dos filmes (extremidades e meio) para determinação da média de espessura (18).
- Teor de umidade do filme
O teor de umidade presente nos filmes foi determinado a partir dos métodos descritos pela Associação de Químicos Analíticos (19). Este procedimento foi realizado em estufa de convecção forçada à 105 °C (Fanem Ltda) até completa estabilização da massa das amostras. Para determinação do valor de umidade, foi calculada (Equação 1) a diferença relativa de massa entre a amostra inicial e a final e os valores foram expressos em porcentagem.

- Solubilidade do filme
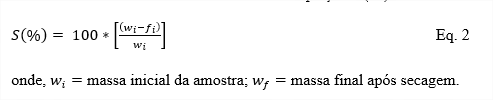
Uma amostra de cada filme (2 cm x 2 cm) foi pesada e adicionada em um béquer contendo 30 mL de água destilada, na qual permaneceu sob agitação lenta (0,80 rpm) durante 24 horas. Em seguida, foi feita a filtração com papel filtro previamente pesado. O material retido no filtro foi submetido a secagem em estufa até obter massa constante. O cálculo de solubilidade foi realizado conforme a Equação 2 (18).
RESULTADOS E DISCUSSÃO
CARACTERIZAÇÃO DOS FILMES BIODEGRADÁVEIS
Propriedade óptica do filme
- Cor e transparência/opacidade
A cor é uma característica visual que influencia diretamente em quão atrativo será o produto aos olhos do consumidor. A Tabela 2 apresenta os parâmetros de coloração dos filmes, expressos em L*, a* e b*, além da visualização da cor. Embalagens translúcidas permitem que o consumidor visualize melhor o produto no interior da embalagem; entretanto, a incidência de luz pode afetar a conservação do alimento e consequentemente, acelerar ou desencadear reações oxidativas (20).
O filme desenvolvido com maior valor de luminosidade (L*) foi o filme obtido a partir do Tratamento 1. O filme com menor valor de L* foi o que continha maior quantidade de extrato de casca de arroz e falha de pinhão em sua composição (Tratamento 4, 20 mL de extrato de casca de arroz e 150 mL de extrato de falha de pinhão). Dessa forma, notou-se que a adição dos extratos de casca de arroz e pinhão afetou diretamente a fotometria das amostras, o que pode facilitar a aplicação de filmes de preservação em embalagens de alimentos sob menor incidência de luz.
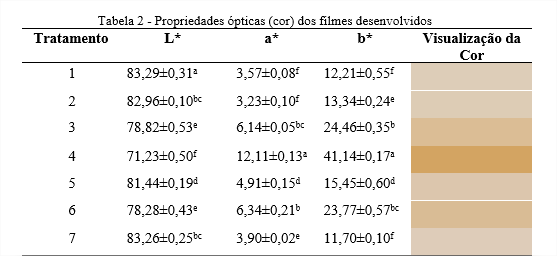
* Média ± desvio padrão. Letras minúsculas diferentes denotam diferença significativa entre os valores médios em uma coluna (p ≤ 0,05).
Além de afetar a luminosidade (L*), os extratos interferem nos valores das coordenadas de cor a* (vermelho/verde) e b* (amarelo/azul). O filme com maior quantidade de extrato (Tratamento 4, 20 mL de extrato de casca de arroz e 150 mL de extrato de falha de pinhão) apresentou maiores valores para os parâmetros a* 12,11 ± 0,13 e b* 41,14 ± 0,17 dentre os demais filmes desenvolvidos. Esses resultados foram obtidos porque o extrato de falha do pinhão possui uma cor marrom intensa, implicando diretamente na cor do filme que resulta em uma cor laranja intensa. Na Tabela 2, as diferenças de cor entre os filmes biodegradáveis desenvolvidos podem ser visualmente observadas.
Estudos sobre a elaboração de filmes a partir de amido de pinhão apresentaram valores maiores de luminosidade (L* = 91±1,00). A coloração do amido de pinhão (L* = 93,22±0,01, a* = 0,40±0,01 e b* = 3,62±0,01), aproxima-se da cor branca, é mais clara comparada a da falha de pinhão, logo, o valor de luminosidade é superior (21). As demais coordenadas cromáticas a* e b*, por consequência, também sofrem alterações por conta da coloração (a*= 0,39±0,06 e b*= 5,28±0,11) (18).
Tabela 3 – Propriedade óptica (transparência/opacidade) dos filmes desenvolvidos
| Tratamento | Opacidade (%) | Transparência (%) |
| 1 | 11,33±0,16e | 88,67±0,16b |
| 2 | 10,38±0,24f | 89,62±0,24a |
| 3 | 12,94±0,35b | 87,06±0,35e |
| 4 | 13,94±0,15a | 86,06±0,15f |
| 5 | 11,60±0,40e | 88,40±0,40b |
| 6 | 12,37±0,34cd | 87,63±0,34cd |
| 7 | 12,55±0,20bc | 87,45±0,20de |
Média ± desvio padrão. Letras minúsculas diferentes denotam diferença significativa entre os valores médios em uma coluna (p ≤ 0,05).
Notou-se que a relação entre opacidade/transparência (Tabela 3) das amostras está relacionada diretamente com a luminosidade, sendo que no filme contendo a concentração maior de extratos (Tratamento 4, 20 mL de extrato de casca de arroz, 150 mL de extrato de falha de pinhão) apresentou um valor menor de luminosidade (L* 71,23±0,50), maior valor de opacidade (13,94±0,15%) e menor valor de transparência (86,06±0,15%).
- Propriedade físico-química do filme
Na Tabela 4 estão apresentados os resultados referentes às propriedades físico-químicas (espessura, solubilidade e teor de umidade) dos filmes desenvolvidos.
Tabela 4 – Propriedades físico-químicas dos filmes
| Tratamento | Espessura (mm) | Teor de umidade (%) | Solubilidade (%) |
| 1 | 0,16±0,01bcd | 22,80±0,05a | 45,23±2,49cd |
| 2 | 0,17±0,02bc | 26,22±0,03a | 52,16±1,97ab |
| 3 | 0,17±0,01bc | 25,40±0,05a | 50,80±8,64bc |
| 4 | 0,23±0,01a | 17,76±0,05a | 55,41±3,41a |
| 5 | 0,13±0,01f | 22,94±0,03a | 40,17±6,22f |
| 6 | 0,13±0,01f | 24,53±0,04a | 42,24±6,24f |
| 7 | 0,15±0,01de | 26,06±0,02a | 43,07±4,05ce |
- Média ± desvio padrão. Letras minúsculas diferentes denotam diferença significativa entre os valores médios em uma coluna (p ≤ 0,05).
- Espessura
A espessura do material de embalagem pode variar dependendo da aplicação. Os materiais mais finos são mais maleáveis e transparentes, ao contrário dos materiais mais espessos, que reduzem o teor de umidade do material e protegem melhor os alimentos. A espessura é afetada pela quantidade de plastificante na fórmula, o processo de preparação e as características das matérias-primas (22).
Os filmes desenvolvidos (tratamentos) apresentaram diferenças significativas (p < 0,05). O Tratamento 4 apresentou maior espessura (0,23 ± 0,01 mm), conforme Tabela 9. Em filme de amido de pinhão com valores de espessura semelhantes (0,27 mm). Maior espessura (Tratamento 4) é devido a níveis mais elevados de extrato de casca de arroz e falha de pinhão do que outras fórmulas e, portanto, tem a maior concentração de fibra solúvel (18,23).
Todas as formulações propostas apresentaram matrizes poliméricas contínuas, sem bolhas ou rachaduras após a etapa de secagem quando analisadas a olho nu. Porém, notou-se que o manuseio durante a separação do filme dos moldes (Placas de Petri) e no decorrer da caracterização foi mais eficiente em filmes mais espessos (Filme 4). Observou-se ao longo deste estudo e em comparação com outros autores que filmes desenvolvidos por meio da metodologia casting apresentam dificuldade de manter padronização na espessura, pois este controle depende totalmente da viscosidade da solução filmogênica e das condições de secagem (24,25).
- Teor de umidade
Para melhor conservação dos alimentos, os filmes devem ter baixo teor de umidade e atividade de água para reduzir ou inibir o crescimento de microrganismos quando aplicados nos alimentos (26). A umidade é um dos parâmetros físico-químicos mais importantes em filmes biodegradáveis, pois a alta absorção de água leva à instabilidade da matriz polimérica, o que prejudica as propriedades protetoras pelas quais o filme é responsável. No entanto, algumas matérias-primas utilizadas para fazer filmes podem ter propriedades hidrofílicas, ou seja, podem absorver a umidade do seu ambiente (27).
Nos filmes desenvolvidos, os valores não apresentaram diferença significa (p < 0,05) em relação ao teor de umidade, que variou entre 17,76±0,05% e 26,22±0,03%. Da mesma maneira, os valores obtidos de teor de umidade estão de acordo com filme desenvolvido a partir de amido de pinhão, onde os valores variaram de 19,65±0,02% e 28,52±0,01% (18).
- Solubilidade
A solubilidade é uma característica físico-química que determina o tipo de aplicação para a qual um filme é utilizado como embalagem. Alimentos líquidos ou alimentos com média a alta atividade de água (Aw) requerem embalagens com resistência à água, ou seja, baixa solubilidade, ao contrário de alimentos com baixa atividade de água que podem ser embalados com alta solubilidade (28).
De acordo com o grau de solubilidade do filme, isto irá implicar no seu tempo de degradação, ou seja, um filme com solubilidade alta sofrerá uma degradação rápida. Ainda, a elevada solubilidade é benéfica em alimentos que possuem contato direto com a água durante o preparo/cozimento (22).
Como apresentado na Tabela 3, as amostras apresentaram alta solubilidade em água e diferenças significativas entre os valores (p < 0,05), sendo o maior valor de 55,41±3,41% (Tratamento 4). Em termos de embalagem biodegradável, a alta solubilidade é almejada, contudo, para que a proteção seja efetiva o alimento necessita ter baixa solubilidade em água para que a shelf life seja prolongada, evitando, assim, a degradação da embalagem (26).
CONCLUSÕES
Neste trabalho foi desenvolvido um filme biodegradável com a utilização de subprodutos da indústria agrícola (casca de arroz e falha de pinhão), valorizando a bioeconomia circular, a sustentabilidade e as tendências de comportamento em relação ao consumo de alimentos, tornando-o mais consciente em relação ao meio ambiente. Todos os ingredientes utilizados no desenvolvimento do biopolímero são comestíveis e conferem esta característica ao material desenvolvido. Sendo assim, estes resultados indicam a possibilidade da substituição de materiais à base de petróleo pelo bioplástico desenvolvido neste estudo, além de ser biodegradável e comestível.
AGRADECIMENTOS
Agradecimentos à Fundação de Amparo à Pesquisa e Inovação do Estado de Santa Catarina (FAPESC) pelo apoio financeiro, à Empresa Brasileira de Pesquisa Agropecuária (EMBRAPA Florestas) pelo suporte na execução deste projeto e a Fundação Regional de Blumenau (FURB).
REFERÊNCIAS
1. Mangaraj S, Yadav A, Bal LM, Dash SK, Mahanti NK. Application of Biodegradable Polymers in Food Packaging Industry: A Comprehensive Review. J Packag Technol Res. 2019 Mar 29;3(1):77–96.
2. Sid S, Mor RS, Kishore A, Sharanagat VS. Bio-sourced polymers as alternatives to conventional food packaging materials : A review. Trends Food Sci Technol [Internet]. 2021;115(June):87–104. Available from: https://doi.org/10.1016/j.tifs.2021.06.026
3. Yuvaraj D, Iyyappan J, Gnanasekaran R, Ishwarya G, Harshini RP, Dhithya V, et al. Advances in bio food packaging – An overview. Heliyon. 2021 Sep;7(9).
4. Chi K, Wang H, Catchmark JM. Sustainable starch-based barrier coatings for packaging applications. Food Hydrocoll. 2020 Jun;103:105696.
5. Dhall RK, Alam MS. Biodegradable Packaging. In: Encyclopedia of Renewable and Sustainable Materials. 2020. p. 26–43.
6. Moura IG de, Sá AV de, Abreu ASLM, Machado AVA. Bioplastics from agro-wastes for food packaging applications. In: Food Packaging. Elsevier; 2017. p. 223–63.
7. Ghosh T, Priyadarshi R, Krebs de Souza C, Angioletti BL, Rhim JW. Advances in pullulan utilization for sustainable applications in food packaging and preservation: A mini-review. Trends Food Sci Technol. 2022 Jul;125:43–53.
8. Hadidi M, Jafarzadeh S, Forough M, Garavand F, Alizadeh S, Salehabadi A, et al. Plant protein-based food packaging films; recent advances in fabrication, characterization, and applications. Trends Food Sci Technol. 2022 Feb;120:154–73.
9. Zhong Y, Godwin P, Jin Y, Xiao H. Biodegradable polymers and green-based antimicrobial packaging materials: A mini-review. Advanced Industrial and Engineering Polymer Research. 2020 Jan;3(1):27–35.
10. Bayer IS, Guzman-Puyol S, Heredia-Guerrero JA, Ceseracciu L, Pignatelli F, Ruffilli R, et al. Direct Transformation of Edible Vegetable Waste into Bioplastics. Macromolecules. 2014 Aug 12;47(15):5135–43.
11. Coll A, Kleineidam J. Improving Low-Loss Food Supply Chains in Developing Countries based on a Case Study of Tanzania. In 2020. Available from: https://www.researchgate.net/publication/337103004
12. Girotto F, Alibardi L, Cossu R. Food waste generation and industrial uses: A review. Waste Management. 2015 Nov;45:32–41.
13. IBGE. PAM 2020: valor da produção agrícola nacional cresce 30,4% e chega a R$ 470,5 bilhões, recorde da série. https://agenciadenoticias.ibge.gov.br/agencia-sala-de-imprensa/2013-agencia-de-noticias/releases/31672-pam-2020-valor-da-producao-agricola-nacional-cresce-30-4-e-chega-a-r-470-5-bilhoes-recorde-da-serie. 2021.
14. Usman A, Hussain Z, Riaz A, Khan AN. Enhanced mechanical, thermal and antimicrobial properties of poly(vinyl alcohol)/graphene oxide/starch/silver nanocomposites films. Carbohydr Polym. 2016 Nov 20;153:592–9.
15. Wanyo P, Meeso N, Siriamornpun S. Effects of different treatments on the antioxidant properties and phenolic compounds of rice bran and rice husk. Food Chem. 2014 Aug 15;157:457–63.
16. BARBOSA RA, BENINCA C, Schnitzler E. EFEITO DA INCORPORAÇÃO DE COMPOSTOS FENÓLICOS DA CASCA DE PINHÃO NAS PROPRIEDADES FUNCIONAIS E TECNOLÓGICAS DE AMIDOS Raíssa Arantes Barboza. 2018.
17. Hoffmann TG, Angioletti BL, Bertoli SL, de Souza CK. Intelligent pH-sensing film based on jaboticaba peels extract incorporated on a biopolymeric matrix. J Food Sci Technol. 2021;
18. Opata P, Amorin SG, Bertan LC, Pinto VZ. ELABORAÇÃO DE FILMES DE AMIDO DE PINHÃO PELA TÉCNICA DE CASTING. In 2016.
19. AOAC. Association of Official Analytical Chemists International Official Methods of Analysis. 1997;16.
20. Kalem IK, Bhat ZF, Kumar S, Wang L, Mudiyanselage RJ, Bhat HF. Tinospora cordifolia: A novel bioactive ingredient for edible films for improved lipid oxidative and microbial stability of meat products. J Food Process Preserv. 2018 Nov 1;42(11).
21. Daudt RM. Estudo das propriedades do amido de pinhão visando a sua utilização como excipientefarmacêutico. [Porto Alegre]: Universidade Federal do Rio Grande do Sul; 2012.
22. Luchese CL. Desenvolvimento de embalagens biodegradáveis a partir de amido contendo subprodutos provenientes do processamento de alimentos. [Porto Alegre]: UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL; 2018.
23. Soleimanian Y, Sanou I, Turgeon SL, Canizares D, Khalloufi S. Natural plant fibers obtained from agricultural residue used as an ingredient in food matrixes or packaging materials: A review. Compr Rev Food Sci Food Saf. 2022 Jan 23;21(1):371–415.
24. Santos VS, Fernandes R da S, Ferreira Júnior CR, Aouada FA, Américo-Pinheiro JHP, Moura MR de. Avaliação e caracterização de biofilme comestível de carboximetilcelulose contendo nanopartículas de quitosana e Cúrcuma longa. Matéria (Rio de Janeiro) [Internet]. 2021;26(1). Available from: https://www.scielo.br/j/rmat/a/k7TBfTJGBWfyXSWxKnWSLqw/?lang=pt&format=pdf
25. Silva HC, Silveira MP, Helm CV, Jorge LM de M, Jorge RMM. CARACTERIZAÇÃO DE FILMES DE FARINHA DE ARROZ COM GUABIROBA. In: Anais do Simpósio Paranaense de Modelagem, Simulação e Controle de Processos. Departamento de Engenharia Química UFPR; 2020. p. 254–60.
26. Amaral DP, Hoffmann G, Krebs C, Souza DE. EMBALAGEM BIODEGRADÁVEL ATIVA À BASE DE AMIDO DE MANDIOCA (Manihot esculenta) E ÓLEO ESSENCIAL DE MELALEUCA (Melaleuca alternifolia) PARA PRESERVAÇÃO DE ALFACE REFRIGERADA.
27. Menezes Filho ACP de, Sousa WC de, Castro CF de S. Características de embalagens biodegradáveis a partir do resíduo de melancia e incorporadas com amido do tubérculo de Sinningia elatior. Research, Society and Development. 2020 Aug 2;9(8):e932986547.
28. Jorge N. EMBALAGENS PARA ALIMENTOS. São Paulo: Cultura Acadêmica; 2013.