AQUECIMENTO ÔHMICO E ULTRASSOM DE ALTA INTENSIDADE: APLICAÇÕES E SEGURANÇA MICROBIOLÓGICA EM PRODUTOS LÁCTEOS
Capítulo de livro publicado no livro do I Congresso Latino-Americano de Segurança de Alimentos. Para acessa-lo clique aqui.
DOI: https://doi.org/10.53934/08082023-18
Este trabalho foi escrito por:
Carolina Pinto de Carvalho Martins *; Gabriela Rodrigues Alves Silva ; Júlia Barros de Sousa ; Jonas de Toledo Guimarães ; Eliane Teixeira Mársico ; Adriano Gomes da Cruz ; Erick Almeida Esmerino
*Autor correspondente (Corresponding author) – Email: [email protected]
Resumo: Os consumidores estão se tornando cada vez mais exigentes em relação à escolha dos alimentos, buscando progressivamente opções mais frescas, saudáveis e com menor impacto ambiental. Essa demanda tem impulsionado o desenvolvimento de novos produtos alimentícios, assim como o emprego de tecnologias emergentes/não convencionais, como o aquecimento ôhmico e ultrassom. Os avanços recentes nesta área demonstram a aplicabilidade destas tecnologias na obtenção de produtos lácteos seguros, com melhor qualidade nutricional, funcional e sensorial em comparação com os métodos térmicos convencionais de processamento. No entanto, apesar das perspectivas promissoras, a aplicação destas requer mais estudos e cuidados específicos em relação aos seus parâmetros de processamento. Neste contexto, faz-se necessário considerar as características do produto e o resultado desejado para garantir a eficácia do processo. Portanto, o objetivo deste capítulo é fornecer um panorama das aplicações mais recentes e da segurança microbiológica das tecnologias emergentes/não convencionais abordadas, a fim de respaldar e oportunizar a sua utilização em produtos lácteos.
Palavras–chave: tecnologias não convencionais, compostos bioativos, inativação microbiológica, produtos lácteos
Abstract: Consumers are increasingly demanding regarding food choices, progressively seeking fresher, healthier options with less environmental impact. This demand has driven the development of new food products and the use of emerging/unconventional technologies, such as ohmic heating and ultrasound. Recent advances in this area demonstrate the applicability of these technologies in obtaining safe dairy products with better nutritional, functional, and sensory quality compared to conventional thermal processing methods. However, despite the promising perspectives, their application requires more studies and specific care concerning their processing parameters. In this context, it is necessary to consider the product’s characteristics and the desired result to guarantee the effectiveness of the process. Therefore, this chapter aims to provide an overview of the most recent applications and the microbiological safety of the addressed emerging/unconventional technologies to support and facilitate their use in dairy products.
Keywords: unconventional technologies; bioactive compounds; microbial inactivation; dairy products
INTRODUÇÃO
A crescente demanda dos consumidores por alimentos frescos e saudáveis, que gerem menor impacto ambiental, estimula o desenvolvimento de novos produtos alimentícios através da implementação de tecnologias emergentes/não convencionais, principalmente com equipamentos mais ágeis e eficientes (1, 2). Tecnologias emergentes são tecnologias em fase de pesquisa e desenvolvimento, com potencial de comercialização nos próximos 5 a 10 anos, ou que já estão sendo comercializadas, mas representam apenas uma pequena porcentagem do mercado (3, 4). Por sua vez, as tecnologias não convencionais são aquelas que estão sendo estudadas por mais tempo e já contam com aplicações industriais.
Os principais objetivos de investir em tecnologias alternativas para o processamento de alimentos incluem: a redução do consumo de energia e dos custos de produção, cadeia produtiva mais sustentável, obtenção de produtos seguros e com maior validade comercial, além de satisfazer os desejos dos consumidores por alimentos processados de melhor qualidade nutricional e sensorial (1, 5). Entretanto, altos custos de instalação, falta de conhecimento sobre todas as variáveis do processo, bem como sua interação com as diferentes matrizes alimentícias são desafios que limitam o acesso das tecnologias emergentes para um nível industrial (2).
O aquecimento ôhmico (AO) e o ultrassom de alta intensidade (UAI) são consideradas tecnologias não convencionais, classificadas como térmica (aquecimento ôhmico, aquecimento por micro-ondas e termosonicação) e não térmica (plasma frio, ultrassom, processamento de alta pressão, irradiação, luz pulsada, campos elétricos pulsados e luz ultravioleta), respectivamente (6).
Durante o AO, uma corrente elétrica de baixa frequência atravessa o alimento e promove geração de calor volumétrico. O aquecimento rápido e uniforme, associado aos efeitos não térmicos, favorece a preservação do alimento e de seus componentes, resultando em um produto seguro e com melhor qualidade nutricional, funcional e sensorial (7-9).
Com a aplicação do UAI, a propagação do som ocorre através do alimento. A cavitação é o fenômeno responsável pela maior parte das alterações, entretanto, a produção de radicais livres, o efeito da cavitação intracelular e um leve fenômeno térmico, dependendo da intensidade do tratamento, podem ser considerados. A perturbação causada consegue promover mudanças permanentes na matéria e leva a destruição dos microrganismos em baixas temperaturas, possibilitando, assim como na aplicação o aquecimento ôhmico, a segurança microbiológica e preservação do alimento (10-14).
É importante ressaltar que, apesar dos diversos estudos existentes, inclusive os mais recentes, que corroborarem com essas teorias, o AO e o UAI ainda são técnicas em desenvolvimento e pesquisa, e sua aplicação comercial em produtos lácteos pode variar conforme o país e as regulamentações locais. É necessário realizar estudos mais específicos para determinar as condições ideais de processamento, para garantir a eficácia do tratamento e a segurança do alimento.
MECANISMOS ENVOLVIDOS NO PROCESSAMENTO DE ALIMENTOS
Aquecimento Ôhmico
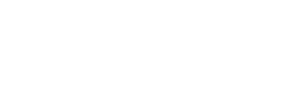
O aquecimento Ôhmico (AO) consiste na passagem de uma corrente elétrica de baixa frequência (50 a 60 Hz) através dos alimentos com auxílio de eletrodos (Figura1). A corrente flui, e a perda de energia promove a liberação de calor, ou seja, a energia elétrica é convertida em energia térmica (efeito Joule) e os componentes líquidos e sólidos são aquecidos, simultaneamente, por todo o produto, não dependendo dos mecanismos convencionais de aquecimento (condução ou convecção) (9, 15).
A principal vantagem do AO está relacionada ao aquecimento volumétrico. Rápido e bastante uniforme, proporciona tempos de aquecimento mais curtos, redução de incrustações, menores danos térmicos aos componentes alimentares, melhor qualidade sensorial, além de garantir a segurança microbiológica (8, 16). A eletroporação é outra característica relevante do AO. A corrente elétrica forma poros na membrana celular, aumentando a permeabilidade e facilitando a extração de compostos intracelular (17), além disso, os poros podem reduzir a resistência térmica dos microrganismos e, consequentemente, a intensidade térmica necessária para o processamento (18).
No entanto, o sucesso da aplicação depende de parâmetros relacionados ao produto (condutividade elétrica; viscosidade; densidade; calor específico; sistemas homogêneos ou sólido-líquido; e tendência de formação de incrustações), ao processo (força do campo elétrico; tempo; temperatura; e frequência da corrente elétrica) e ao equipamento (tamanho da célula ôhmica; tamanho e forma dos eletrodos; composição do eletrodo; e banho ou configuração contínua) (9, 19)
A intensidade do campo elétrico (corrente, potência e tensão aplicada) e a condutividade elétrica (capacidade do material de conduzir eletricidade) são as variáveis mais relevantes do processamento, pois, a geração de energia é diretamente proporcional ao quadrado do campo elétrico aplicado e a condutividade elétrica do alimento (19, 20). Por afetar a mobilidade dos íons, a temperatura é o fator mais significativo para a condutividade elétrica. Deste modo, assim como ocorre no aquecimento convencional, o perfil de temperatura-tempo deve ser o principal parâmetro a ser controlado (19, 21).
Ultrassom de Alta Intensidade
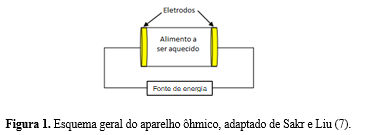
O som é uma onda mecânica que se propaga como uma oscilação da matéria, causando perturbações e deslocamento do estado de equilíbrio do meio. As ondas elásticas se propagam em sólidos e as ondas acústicas se propagam em líquidos e gases (11). As frequências das ondas mecânicas são divididas em infrassom (1 – 16 Hz), acústico (sons audíveis, 16 a 20 kHz), ultrassom (20 kHz – 1 GHz) e hipersom (> 1 GHz) (22), e as frequências do ultrassom (Figura 2) são classificadas em baixas (20 kHz-100 kHz; alta intensidade), médias (100 kHz – 1 MHz) e altas (5 MHz – 10 MHz; baixa intensidade), sendo as altas utilizadas para finalidades médicas (23).
O ultrassom de baixa intensidade não causa mudanças permanentes na matéria (14), permitindo sua utilização em análises não destrutivas para controle de processo, qualidade e inspeção de embalagens (23-28).
O UAI é considerado uma tecnologia não convencional que pode substituir ou auxiliar as tecnologias convencionais de processamento. Ele induz alterações físicas e químicas nos alimentos, além de destruir microrganismos (12, 23, 28), preservando a qualidade nutricional e sensorial dos alimentos devido às baixas temperaturas de operação (29, 30).
A onda ultrassônica é gerada a partir de um transdutor de material piezoelétrico que converte a energia elétrica em vibração mecânica. Existem dois sistemas comumente utilizados na aplicação do ultrassom em alimentos: banhos e sondas. Os banhos consistem em aplicações indiretas, em que o transdutor é acoplado ao tanque e a energia ultrassônica é transmitida ao líquido que preenche o recipiente, sendo transferida ao alimento imerso com menor intensidade. As sondas são aplicadas diretamente ao alimento, elas amplificam e direcionam o sinal ultrassônico, resultando numa maior intensidade cavitacional (10, 12).
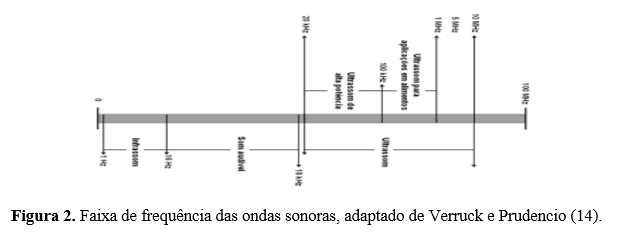
A cavitação é o fenômeno responsável pela maior parte das alterações físico-químicas e microbiológicas nos alimentos. Durante a cavitação, ocorre formação, crescimento e colapso de microbolhas devido à flutuação de pressão causada pelo campo sonoro (Figura 3), gerando alta turbulência e liberação de energia térmica, com aumento local de temperatura e pressão (12, 13, 28).
A intensidade cavitacional varia em função da amplitude e frequência das ondas. Nas frequências mais baixas (20 – 40 kHz) são formadas bolhas maiores (~ 100 µm) com colapso cavitacional mais violento (temperatura e pressão mais altas). À medida que a amplitude aumenta, maior o número e menor o tamanho das bolhas (10, 12, 13).
A intensa força de cisalhamento gerada do colapso das microbolhas pode enfraquecer, perfurar e até mesmo romper a parede celular dos microrganismos, causando a morte. Além disso, a produção de radicais livres, o efeito da cavitação intracelular e o efeito térmico também influenciam na inativação microbiana (10, 31, 32).
AVANÇOS NO PROCESSAMENTO DE ALIMENTOS
Aplicações Recentes em Produtos Lácteos
Nos últimos anos, diversas investigações estão sendo realizadas e resultados interessantes estão surgindo tanto na aplicação do AO quanto na aplicação do UAI em produtos lácteos.
A maior eficiência energética do AO é responsável pela sua grande vantagem em relação ao processo convencional, o aquecimento rápido e uniforme promove menores alterações químicas, nutricionais e sensoriais indesejáveis. Diversos estudos têm confirmado esse fato: Rocha et al. (33) em leite sabor de baunilha enriquecido com proteínas, Balthazar et al. (34) em leite de ovelha fresco e descongelado, Kuriya et al. (35) em sobremesas lácteas com sabor de mirtilo, entre outros.
O UAI é uma tecnologia mais simples, sustentável e econômica em comparação com outras tecnologias inovadoras não térmicas que exigem equipamentos complexos e que consomem maior quantidade de energia (36). Este tipo de tratamento tem sido amplamente aplicado na indústria de laticínios, visando reduzir o tempo de processamento e melhorar as propriedades bioativas e físico-químicas dos produtos lácteos, além de retardar a deterioração e melhorar sua segurança. Esses benefícios já foram observados por Balthazar et al. (37) em leite de ovelha semidesnatado fresco e congelado, Guimarães et al. (28) em bebida de soro de leite prebiótica, Jalilzadeh et al. (38) em queijo tipo feta, entre outros.
Os efeitos térmicos e não térmicos do AO e a cavitação provocada pelo UAI, associada ao aumento de pressão e temperatura, ondas de choque, microjateamento, fluxo acústico e produção de radicais livres, afetam a estrutura e as interações proteicas, incluindo a forma e o tamanho dos agregados (39-41), favorecendo a melhora da digestibilidade e redução do potencial alergênico (41).
Alizadeh e Aliakbarlu (42) avaliaram os efeitos da aplicação do AO (150 V/cm; 5 e 15 s), do UAI (24 kHz; 400 W; 5 e 15 min) e de suas combinações no grau de hidrólise de concentrado de proteína de soro de leite. Os autores observaram que todos os tratamentos aumentaram significativamente (p<0,05) o grau de hidrólise proteica, sendo que a combinação das tecnologias (15 s e 15 mim) apresentou o maior valor.
Outro efeito benéfico das tecnologias está relacionado ao aumento da capacidade antioxidante dos produtos lácteos pela liberação de compostos bioativos, como pequenos peptídeos obtidos por hidrólise, ou compostos fenólicos extraídos da matriz (43). A quebra das ligações covalentes e a desnaturação das estruturas proteicas expõe sítios à ação enzimática, favorecendo a hidrólise e a formação dos peptídeos bioativos, que além da atividade antioxidante, apresentam atividade inibidora da enzima conversora de angiotensina (ECA) (44), importante para diminuir a incidência da hipertensão arterial e outras doenças associadas (45).
Os compostos bioativos apresentam afinidade com o sítio ativo das enzimas α-amilase e α-glicosidase (43). Essas enzimas estão no intestino, sendo responsáveis pela hidrólise dos oligossacarídeos e dissacarídeos que serão absorvidos. A maior inibição dessas enzimas pode resultar em menor hidrólise e absorção de glicose, contribuindo para a manutenção dos níveis adequados no sangue (46).
Resultados semelhantes em relação ao efeito do AO na capacidade antioxidante e nos compostos bioativos de produtos lácteos têm sido observados. Rocha et al. (33) relataram que baixas forças de campo elétrico, principalmente 6,96 V/cm, melhoraram as atividades antidiabéticas, antioxidantes e anti-hipertensivas de um leite sabor baunilha hiperproteico. Ferreira et al. (43) observaram que condições intermediárias-suaves promovem maior atividade antioxidante de uma bebida de soro de leite sabor framboesa. Além disso, o AO aumentou em 10% a α-glicosidase e α-amilase em comparação ao tratamento convencional.
Kuriya et al. (35) constataram que o uso de baixas intensidades (1,82 V/cm por 94,28 min) em uma sobremesa láctea sabor mirtilo representou uma maior preservação de compostos bioativos e melhora da atividade antioxidante e da inibição da α-glicosidase, α-amilase e ECA. Contudo, devido ao menor tempo de processo e uma maior inibição da α-glicosidase e ECA comparada ao controle, a maior intensidade do campo elétrico (9,10 V/cm por 5,25 min) foi considerada mais vantajosa.
Rocha et al. (47) observaram que as condições mais suaves (4 e 8 V/cm) aplicadas durante a pasteurização do leite destinado à fabricação de queijo Minas Frescal possibilitaram maior preservação dos compostos fenólicos e melhora da atividade antioxidante e inibição da α-glicosidase, α-amilase e ECA quando comparado tratamento controle. Entretanto, o alto campo elétrico (12 V/cm) promoveu características semelhantes ao queijo elaborado com leite pasteurizado convencionalmente, com maior aceitação sensorial e menor tempo de aquecimento. Deste modo, campo elétrico intermediário (8 V/cm) foi recomendado por aliar um tempo compatível com as indústrias de laticínios e a melhora nas propriedades funcionais e sensoriais do queijo.
Em estudos com UAI, os resultados também são animadores em relação à preservação dos compostos bioativos e melhora da atividade antioxidante e inativação enzimática. No entanto, ao contrário do AO, observa-se que as maiores densidades energéticas estão sendo descritas como as mais eficientes. Monteiro et al. (48), em uma bebida láctea achocolatada, e Mizuta et al. (49), em uma bebida probiótica de morango, constataram que as maiores densidades energéticas foram altamente eficazes na preservação dos compostos bioativos, fenólicos e ácido ascórbico, melhora da atividade antioxidante e inibição de ECA comparada à pasteurização (72 °C/15 s e 65 °C/30 min, respectivamente).
Em uma bebida prebiótica de soro de leite e graviola, Guimarães et al. (28) observaram o aumento do conteúdo fenólico, da atividade antioxidante e anti-hipertensiva em função do aumento da intensidade do tratamento em comparação com a bebida não tratada. O tratamento térmico convencional (72 °C por 15 s) e a condição mais suave (200 W) não afetaram o teor de ácido ascórbico, entretanto, os níveis mais altos de potência aumentaram a degradação do composto (p<0,05).
Hashemi e Gholamhosseinpour (50) observaram que o tratamento prévio a fermentação do leite de cabra promoveu o crescimento de cepas de Lactobacillus e melhorou as propriedades bioativas em comparação ao controle, com aumento significativo (p<0,05) da atividade antioxidante e anticancerígena e da inibição da α-amilase e α-glicosidase.
A aplicação do AO e do UAI afeta significativamente aspectos tecnológicos relacionados ao processamento dos lácteos, o que pode alterar as características físicas, químicas e sensoriais desses alimentos. Embora as melhorias na composição nutricional e funcional, e a redução do gasto energético, sejam fatores importantes, é preciso destacar que essas justificativas, isoladamente, são insuficientes para a implementação das tecnologias, sendo fundamental uma boa aceitação dos produtos para a continuidade dos avanços.
O menor tempo de processamento e a uniformidade do AO proporcionam a obtenção de produtos semelhantes em aparência, sabor e textura aos não tratados, e com melhor aceitação sensorial. Neste sentido, estudos recentes vêm apresentando resultados satisfatórios, principalmente nas forças de campo elétrico e frequências médias e altas. Silva et al. (51) observaram que a aceitação sensorial de um leite fermentado probiótico tratado por níveis mais altos de voltagem foi melhor do que a do produto pasteurizado.
Coimbra et al. (52) observaram resultado semelhante em uma bebida de soro de leite e acerola. Os maiores escores de aceitação foram obtidos com as mais altas frequências e voltagens. Além disso, os níveis mais baixos (500 e 1000 Hz; 6 e 9 V/cm) promoveram características indesejadas ao produto como gosto amargo, azedo, ácido, de sal, de queijo, de leite, de soro de queijo, aguado, grudento e viscoso.
Outro benefício da aplicação do AO está na redução da concentração de compostos da reação de Maillard com obtenção de produtos com menor desenvolvimento de sabor amargo e sabor estranho. Rocha et al. (33) observaram menor formação de hidroximetilfurfural (HMF) em leite sabor baunilha enriquecido com proteína comparado ao tratamento convencional. Silva et al. (53) observaram resultados semelhantes. O tratamento por AO resultou em menor teor de HMF, redução da arenosidade, e aumento da fluidez, brilho, sabor típico e homogeneidade no doce de leite em comparação ao tratamento convencional. Além disso, a intensidade e percepção de todos os atributos sensoriais aumentou em função da força do campo elétrico aplicado.
Melhorias nos parâmetros de qualidade também foram obtidas em queijo produzido com leite pasteurizado por AO. Rocha et al. (47) observaram no produto menor elasticidade, dureza e firmeza, e melhor aceitação sensorial comparado ao convencional. As condições de processamento mais brandas causaram mudanças na cor do queijo, entretanto, o tratamento a 12 V/cm, proporcionou parâmetros de cor semelhantes ao controle (p>0,05). Para os autores, o favorecimento da proteólise, principalmente da caseína, pode estar relacionado as alterações na coloração branca dos queijos.
Por ser um processamento não térmico, a aplicação do UAI pode preservar, ou até mesmo melhorar, parâmetros relacionados a qualidade dos produtos lácteos, possibilitando características sensoriais e aceitação próximas ou superiores aos produtos não tratado. Jalilzadeh et al. (38) observaram uma melhor aceitação das amostras de queijo tipo feta tratadas por UAI. Segundo os autores, a melhora significativa (p<0,05) da cor, aparência, aroma e sabor, devido à lipólise e a proteólise aceleradas, favoreceram as características sensoriais do produto. Kadi et al. (54) observaram resultado similar em queijo macio de salmoura. A aplicação do UAI promoveu uma taxa maior de decomposição da gordura e proteína, o que favoreceu a maturação e melhores classificações de sabor e aroma. A amostra tratada pelo maior tempo foi a que recebeu as notas mais altas de aceitação.
Monteiro et al. (48) observaram em uma bebida láctea achocolatada que o calor degrada a maioria dos compostos voláteis, enquanto o UAI permite uma melhor preservação desses compostos. Além disso, os autores constataram que as altas densidades energéticas aplicadas permitiram uma melhor preservação dos ácidos graxos de cadeia curta e média em comparação ao tratamento convencional.
Guimarães et al. (28) observaram que a aplicação do UAI (400 W), em uma bebida prebiótica de soro de leite e graviola, promoveu menor produção de compostos voláteis e teor de ácidos graxos de cadeia curta, no entanto, as potências 200 e 600 W não diferiram (p>0,05) do tratamento convencional.
Uma melhora nas propriedades tecnológicas de uma bebida de morango probiótica foi observada por Mizuta et al. (49). Os autores constataram que a aplicação do UAI reduziu o tempo de fermentação, melhorou firmeza, consistência e acidez, além de aumentar a estabilidade dos ácidos orgânicos durante o armazenamento. Yuan et al. (55) obtiveram resultado semelhante em iogurte. O pré-tratamento do leite por UAI reduziu o tempo de fermentação e melhorou a capacidade de retenção de água, firmeza e sabor. Além disso, os autores observaram um aumento significativo, de 19 a 38% (p<0,05), na degradação de pesticidas durante a fermentação, em função da intensidade do tratamento, com uma taxa de degradação de pelo menos 3,4 vezes maior em comparação às amostras não tratadas.
Entretanto, autores relatam que altas densidades energéticas aplicadas durante o tratamento ultrassônico podem afetar sensivelmente as características sensoriais dos alimentos (56). Marchesini et al. (57) observaram que a aplicação de 400W por 100 s, ou tempo superior, promove a deterioração sensorial do leite devido à formação de sabores indesejáveis. Marchesini et al. (58) avaliaram sensorialmente queijos e observaram que os produtos submetidos as maiores amplitudes desenvolveram sabor queimado e de borracha e sabor queimado (70% e 100% por 200 s, respectivamente). Foram relatados sabor de plástico e de fervido para o tempo de 100 s, e sabor metálico para os tempos mais longos.
Segurança Microbiológica
A garantia da segurança é fundamental para o desenvolvimento e adoção das tecnologias. Por esse motivo, são diversos os estudos que buscam compreender a capacidade de inativação microbiana do AO e UAI.
O menor tempo de aquecimento com um efeito de inativação comparável ou superior ao tratamento convencional tem demonstrado que o AO pode ser utilizado com segurança em produtos lácteos. Shao et al. (59) avaliaram a inativação de Staphylococcus aureus em leite tratado por AO (10 V/cm) e observaram que foi necessário um menor tempo de aquecimento para a inativação da bactéria comparado com a pasteurização convencional. Isso também foi observado por Pires et al. (60) em fórmulas infantis. Os autores concluíram que o AO é uma alternativa mais eficiente para a inativação de Salmonella sp., apresentando menores tempos de processamento e maiores efeitos de inativação.
Rocha et al. (33) observaram que a inativação de bactérias láticas, bolores e leveduras, mesófilos totais e psicotrópicos de leite sabor baunilha enriquecido com proteína foi mais significativa por AO do que pela pasteurização convencional, com pouca influência da variação do campo elétrico. Resultado semelhante foi observado por Balthazar et al. (34) em leite de ovelha em relação à inativação do mesmo grupo de microrganismos. Além disso, os autores concluíram que o tratamento com 8,33 V/cm permite o armazenado do leite por 2 semanas sob condições de refrigeração antes da fabricação de produtos lácteos.
Kim e Kang (61) avaliaram a inativação de Escherichia coli O157:H7, Salmonella entérica Sorovar Typhimurium e Listeria monocytogenes em leite desnatado e creme de leite tratados por AO. Os autores observaram que, independentemente do patógeno, o AO obteve maior redução do que o tratamento convencional para os mesmos intervalos de tempo, e concluíram que fatores relacionados a composição do alimento, principalmente a gordura, interferiram na letalidade.
Os estudos ainda relatam que os efeitos não térmicos das tecnologias parecem ser determinantes para a segurança dos processos. Rodrigues et al. (62) observaram, em uma fórmula infantil, que em todas as temperaturas avaliadas os efeitos não térmicos da eletricidade influenciaram a inativação de Staphylococcus aureus. Entretanto, apenas a 57,5 °C foi possível notar os efeitos não térmicos na inativação da Escherichia coli. Os autores concluíram que a maior eficiência do AO sobre o convencional na inativação microbiana pode ter sido causada pelos efeitos térmicos associados a eletroporação.
Contudo, além do tradicional efeito de eletroporação, durante a aplicação do AO são formados compostos tóxicos como oxigênio livre e radicais peróxido de hidrogênio, e peptídeos com ação antimicrobiana que podem auxiliar na inativação de patógenos (63). Pereira et al. (63) avaliaram a cinética de sobrevivência de Listeria monocytogenes como contaminante pós-fermentação em leite probiótico tratado previamente a fermentação por AO e observaram menor viabilidade e sobrevivência de Listeria monocytogenes no trato gastrointestinal após armazenamento refrigerado, não sendo observadas células viáveis após o período de 28 dias. O tratamento convencional reduziu apenas 1 ciclo log da bactéria e alterações mínimas foram observadas na sua sobrevivência no trato gastrointestinal.
O UAI é uma tecnologia sustentável que desperta interesse como alternativa à preservação térmica de produtos lácteos. O fenômeno físico da cavitação acústica é responsável pelo efeito de letalidade dessa tecnologia, ocorrendo a formação instantânea e colapso das microbolhas. Esse fenômeno causa cisalhamento na microestrutura do produto, resultando na ruptura de paredes celulares e membranas, levando à morte celular (48). A utilização do UAI como uma tecnologia verde oferece uma abordagem promissora para o controle microbiano em produtos lácteos (56), e diversos autores têm relatado sua eficiência.
Balthazar et al. (37) estudaram o efeito do UAI na qualidade microbiológica do leite de ovelha e observaram que a inativação das bactérias contaminantes foi comparável ao tratamento convencional, com a vantagem de utilizar baixa temperatura e manter uma quantidade aceitável de bactérias láticas. Apenas a amostra tratada a 78W/6 min foi descartada pela não eficácia do tratamento. Monteiro et al. (48) observaram resultado semelhante na inativação dos mesófilos de uma bebida láctea achocolatada e contataram que o UAI é rápido, eficiente e confiável para melhorar e/ou manter a qualidade das bebidas.
Scudino et al. (64) observaram, além da inativação microbiana, a inativação da fosfatase alcalina e a lactoperoxidase do leite cru tratado por UAI, e concluíram que a estabilização do leite cru usando a tecnologia UAI pode obter padrões microbianos e enzimáticos semelhantes aos do tratamento térmico convencional, mas com temperaturas mais baixas, evitando, assim, alterações indesejadas induzidas pelo calor.
Guimarães et al. (56) realizaram estudo em uma bebida de soro de leite prebiótica e observaram que o aumento da potência do UAI (200, 400 e 600 W) resultou em maior inativação de bactérias aeróbias. Entretanto, apenas a potência de 600W/3 min inativou bactérias aeróbias, leveduras e bolores mesófilos de forma equivalente à pasteurização convencional (72 °C por 15 s). Os efeitos de letalidade foram atribuídos à cavitação acústica, enquanto os efeitos térmicos da temperatura de saída não foram considerados significativos. O grande número de ingredientes, especialmente a presença de inulina e soro de leite, dificultaram a transferência eficiente de energia produzida pela cavitação acústica, o que exigiu altas densidades de energia para alcançar uma inativação microbiana comparável à pasteurização ou a outros estudos com UAI (56).
A inativação de microrganismos patogênicos e não patogênicos também é demonstrada por estudos recentes. Jalilzadeh et al. (38) observaram redução significativa (p<0,05) nas contagens de Escherichia coli O157:H7, Staphylococcus aureus, Penicillium chrysogenum e Clostridium sporogenes em queijo tipo feta. A maior taxa de inativação de Escherichia coli O157:H7 e Staphylococcus aureus foi observada com a maior frequência (60 kHz), não sendo observadas diferenças significativas (p>0,05) entre as frequências utilizadas para a inativação de Penicillium chrysogenum ou Clostridium esporogenes.
Resultados semelhantes foram observados. Dhahir et al. (65) constataram que o UAI pôde inativar completamente a Escherichia coli O157:H7 e reduzir 4,4 log de Salmonella Typhimurium do leite de camela cru após 15 minutos de tratamento em relação ao controle. Por sua vez, Tavsanli et al. (66) observaram que a maior amplitude do UAI não diferiu (p>0,01) do tratamento convencional (63 °C/30 min) e foi suficiente para inativar, além da Brucella melitensis, os demais microrganismos patogênicos (Salmonella Typhimirium, Escherichia coli, Listeria monocytogenes e Staphylococcus aureus) do leite de cabra cru.
Embora as altas densidades energéticas aplicadas durante o tratamento com UAI conseguirem inativar mais microrganismos, estas podem causar alterações sensoriais importantes. Autores aconselham o uso associado do ultrassom com tecnologias térmicas, ou outras não-térmicas, para melhorar a letalidade e preservar as características sensórias dos alimentos (57, 58, 67).
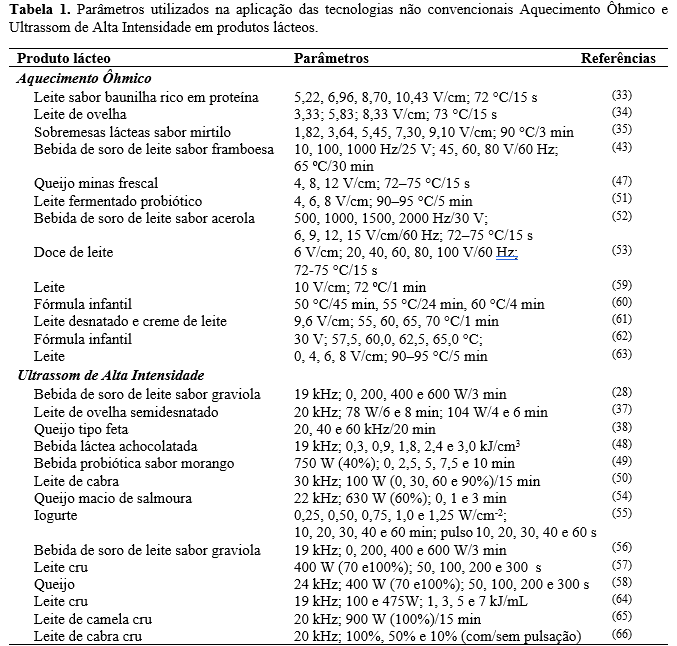
Os parâmetros utilizados na aplicação das tecnologias não convencionais AO e UAI em produtos lácteos abordadas nos estudos estão descritos na tabela 1.
CONCLUSÕES
Vantagens são oferecidas com a aplicação do AO e do UAI em relação ao tratamento convencional de produtos lácteos. O AO é uma técnica térmica altamente eficiente em termos energéticos que permite um aquecimento rápido e uniforme. Por outro lado, o UAI é uma abordagem não térmica, simples, sustentável e econômica.
Estudos recentes mostram que essas tecnologias podem preservar os nutrientes e a qualidade sensorial dos alimentos, resultando em produtos com aparência, sabor e textura semelhantes aos não tratados. Além disso, podem melhorar a digestibilidade e reduzir o potencial alergênico das proteínas. Também foram observados benefícios relacionados ao aumento da capacidade antioxidante e do teor de compostos bioativos.
Adicionalmente, as tecnologias mostraram-se eficazes na garantia da segurança microbiológica dos produtos, por meio da inativação de microrganismos deteriorantes e patogênicos. Entretanto, a associação de tecnologias térmicas e não térmicas pode melhorar o efeito antimicrobiano do UAI e reduzir a necessidade da aplicação de densidades energéticas elevadas, minimizando alterações sensoriais indesejadas.
No entanto, é importante ressaltar que tanto o AO quanto o UAI ainda são técnicas em fase de desenvolvimento e pesquisa, e sua aplicação comercial pode variar conforme as regulamentações de cada país. Embora promissoras e com diversos benefícios em relação à qualidade e funcionalidade dos alimentos, estudos adicionais quanto aos parâmetros do processo são necessários. Para resultados satisfatórios, é necessário otimizar a tensão, frequência, tempo e temperatura do AO, bem como a potência, tempo e frequência das ondas ultrassônicas, considerando as características do produto e o resultado desejado.
AGRADECIMENTOS
A autora agradece a Fundação de Amparo à Pesquisa do Estado do Rio de Janeiro – FAPERJ pela bolsa de pós-doutorado (PDR-10; E-26/205.920/2022) e pela bolsa de bancada para projetos (E-26/205.921/2022).
REFERÊNCIAS
- Režek Jambrak A, Donsì F, Paniwnyk L, Djekic I. Impact of Novel Nonthermal Processing on Food Quality: Sustainability, Modelling, and Negative Aspects. Journal of Food Quality. 2019;2019:2171375.
- Martins CPC, Cavalcanti RN, Rocha RS, Esmerino EA, Freitas MQ, Pimentel TC, et al. Microwave heating impacts positively on the physical properties of orange juice-milk beverage. International Journal of Dairy Technology. 2021;n/a(n/a).
- Hernández-Hernández HM, Moreno-Vilet L, Villanueva-Rodríguez SJ. Current status of emerging food processing technologies in Latin America: Novel non-thermal processing. Innovative Food Science & Emerging Technologies. 2019;58:102233.
- Misra NN, Koubaa M, Roohinejad S, Juliano P, Alpas H, Inácio RS, et al. Landmarks in the historical development of twenty first century food processing technologies. Food Research International. 2017;97:318-39.
- Sun DW. Emerging technologies for food processing: Elsevier; 2014.
- Ribeiro NG, Xavier-Santos D, Campelo PH, Guimarães JT, Pimentel TC, Duarte MCKH, et al. Dairy foods and novel thermal and non-thermal processing: A bibliometric analysis. Innovative Food Science & Emerging Technologies. 2022;76:102934.
- Sakr M, Liu S. A comprehensive review on applications of ohmic heating (OH). Renewable and Sustainable Energy Reviews. 2014;39:262-9.
- Samaranayake CP, Sastry SK, Zhang H. Pulsed Ohmic Heating–A Novel Technique for Minimization of Electrochemical Reactions During Processing. Journal of Food Science. 2005;70(8):e460-e5.
- Varghese KS, Pandey MC, Radhakrishna K, Bawa AS. Technology, applications and modelling of ohmic heating: a review. Journal of Food Science and Technology. 2014;51(10):2304-17.
- Chavan P, Sharma P, Sharma SR, Mittal TC, Jaiswal AK. Application of High-Intensity Ultrasound to Improve Food Processing Efficiency: A Review. 2022;11(1):122.
- Ensminger D, Bond LJ. Ultrasonics: fundamentals, technologies, and applications: CRC press; 2011.
- Firouz MS, Farahmandi A, Hosseinpour S. Recent advances in ultrasound application as a novel technique in analysis, processing and quality control of fruits, juices and dairy products industries: A review. Ultrasonics Sonochemistry. 2019;57:73-88.
- Leong T, Ashokkumar M, Sandra K. The fundamentals of power ultrasound – A review. Acoustics Australia. 2011;39(2):54-63.
- Verruck S, Prudencio ESJPGAE. Ultrassom na indústria de alimentos: Aplicações no processamento e conservação. 2018.
- Ferreira S, Machado L, Pereira RN, Vicente AA, Rodrigues RM. Unraveling the nature of ohmic heating effects in structural aspects of whey proteins – The impact of electrical and electrochemical effects. Innovative Food Science. & Emerging Technologies. 2021;74:102831.
- Cappato LP, Ferreira MVS, Moraes J, Pires RPS, Rocha RS, Silva R, et al. Whey acerola-flavoured drink submitted Ohmic Heating: Bioactive compounds, antioxidant capacity, thermal behavior, water mobility, fatty acid profile and volatile compounds. Food Chemistry. 2018;263:81-8.
- Sharifi A, Hamidi-Esfahani Z, Ahmadi Gavlighi H, Saberian H. Assisted ohmic heating extraction of pectin from pomegranate peel. Chemical Engineering and Processing – Process Intensification. 2022;172:108760.
- Cappato LP, Ferreira MVS, Pires RPS, Cavalcanti RN, Bisaggio RC, Freitas MQ, et al. Whey acerola-flavoured drink submitted ohmic heating processing: Is there an optimal combination of the operational parameters? Food Chemistry. 2018;245:22-8.
- Cappato LP, Ferreira MVS, Guimaraes JT, Portela JB, Costa ALR, Freitas MQ, et al. Ohmic heating in dairy processing: Relevant aspects for safety and quality. Trends in Food Science & Technology. 2017;62:104-12.
- Ruan R, Ye X, Chen P, Doona CJ, Taub I. 13 – Ohmic heating. In: Richardson P, editor. Thermal Technologies in Food Processing: Woodhead Publishing; 2001. p. 241-65.
- USA-FDA. Kinetics of microbial inactivation for alternative food processing technologies: Ohmic and inductive heating. Food and Drug Administration. 2000.
- Cheeke JDN. Fundamentals and applications of ultrasonic waves: CRC press; 2017.
- Cheng X, Zhang M, Xu B, Adhikari B, Sun J. The principles of ultrasound and its application in freezing related processes of food materials: A review. Ultrasonics Sonochemistry. 2015;27:576-85.
- Pingret D, Fabiano-Tixier A-S, Chemat F. Degradation during application of ultrasound in food processing: A review. Food Control. 2013;31(2):593-606.
- Awad TS, Moharram HA, Shaltout OE, Asker D, Youssef MM. Applications of ultrasound in analysis, processing and quality control of food: A review. Food Research International. 2012;48(2):410-27.
- Chemat F, Zill e H, Khan MK. Applications of ultrasound in food technology: Processing, preservation and extraction. Ultrasonics Sonochemistry. 2011;18(4):813-35.
- Mohammadi V, Ghasemi-Varnamkhasti M, González LA. Analytical measurements of ultrasound propagation in dairy products: A review. Trends in Food Science & Technology. 2017;61:38-48.
- Guimarães JT, Silva EK, Ranadheera CS, Moraes J, Raices RSL, Silva MC, et al. Effect of high-intensity ultrasound on the nutritional profile and volatile compounds of a prebiotic soursop whey beverage. Ultrasonics Sonochemistry. 2019;55:157-64.
- Kentish S, Feng HJArofs, technology. Applications of power ultrasound in food processing. 2014;5:263-84.
- Guimarães JT, Scudino H, Ramos GLPA, Oliveira GAR, Margalho LP, Costa LEO, et al. Current applications of high-intensity ultrasound with microbial inactivation or stimulation purposes in dairy products. Current Opinion in Food Science. 2021;42:140-7.
- Huang G, Chen S, Dai C, Sun L, Sun W, Tang Y, et al. Effects of ultrasound on microbial growth and enzyme activity. Ultrasonics Sonochemistry. 2017;37:144-9.
- Starek A, Kobus Z, Sagan A, Chudzik B, Pawłat J, Kwiatkowski M, et al. Influence of ultrasound on selected microorganisms, chemical and structural changes in fresh tomato juice. Scientific Reports. 2021;11(1):3488.
- Rocha RS, Silva R, Ramos GLP, Cabral LA, Pimentel TC, Campelo PH, et al. Ohmic heating treatment in high-protein vanilla flavored milk: Quality, processing factors, and biological activity. Food Research International. 2022;161:111827.
- Balthazar CF, Cabral L, Guimarães JT, Noronha MF, Cappato LP, Cruz AG, et al. Conventional and ohmic heating pasteurization of fresh and thawed sheep milk: Energy consumption and assessment of bacterial microbiota during refrigerated storage. Innovative Food Science & Emerging Technologies. 2022;76:102947.
- Kuriya SP, Silva R, Rocha RS, Guimarães JT, Balthazar CF, Pires RPS, et al. Impact assessment of different electric fields on the quality parameters of blueberry flavored dairy desserts processed by Ohmic Heating. Food Research International. 2020;134:109235.
- Kawee-Ai A, Chaisuwan W, Manassa A, Seesuriyachan P. Effects of ultra-high pressure on effective synthesis of fructooligosaccharides and fructotransferase activity using Pectinex Ultra SP-L and inulinase from Aspergillus niger. Preparative Biochemistry & Biotechnology. 2019;49(7):649-58.
- Balthazar CF, Santillo A, Guimarães JT, Bevilacqua A, Corbo MR, Caroprese M, et al. Ultrasound processing of fresh and frozen semi-skimmed sheep milk and its effects on microbiological and physical-chemical quality. Ultrasonics Sonochemistry. 2019;51:241-8.
- Jalilzadeh A, Hesari J, Peighambardoust SH, Javidipour I. The effect of ultrasound treatment on microbial and physicochemical properties of Iranian ultrafiltered feta-type cheese. Journal of Dairy Science. 2018;101(7):5809-20.
- Rodrigues RM, Pereira RN, Vicente AA, Cavaco-Paulo A, Ribeiro A. Ohmic heating as a new tool for protein scaffold engineering. Materials Science and Engineering: C. 2021;120:111784.
- Moreira TCP, Pereira RN, Vicente AA, da Cunha RL. Effect of Ohmic heating on functionality of sodium caseinate – A relationship with protein gelation. Food Research International. 2019;116:628-36.
- Bhat ZF, Morton JD, Din A. Bekhit A, Kumar S, Bhat HF. Processing technologies for improved digestibility of milk proteins. Trends in Food Sc. & Technology. 2021;118:1-16.
- Alizadeh O, Aliakbarlu J. Effects of ultrasound and ohmic heating pretreatments on hydrolysis, antioxidant and antibacterial activities of whey protein concentrate and its fractions. LWT. 2020;131:109913.
- Ferreira MVS, Cappato LP, Silva R, Rocha RS, Guimarães JT, Balthazar CF, et al. Ohmic heating for processing of whey-raspberry flavored beverage. Food Chemistry. 2019;297:125018.
- Costa NR, Cappato LP, Ferreira MVS, Pires RPS, Moraes J, Esmerino EA, et al. Ohmic Heating: A potential technology for sweet whey processing. Food Research International. 2018;106:771-9.
- Rivera SL, Martin J, Landry J. Acute and Chronic Hypertension: What Clinicians Need to Know for Diagnosis and Management. Critical Care Nursing Clinics of North America. 2019;31(1):97-108.
- Zeng Z, Luo J, Zuo F, Zhang Y, Ma H, Chen S. Screening for potential novel probiotic Lactobacillus strains based on high dipeptidyl peptidase IV and α-glucosidase inhibitory activity. Journal of Functional Foods. 2016;20:486-95.
- Rocha RS, Silva R, Guimarães JT, Balthazar CF, Pimentel TC, Neto RPC, et al. Possibilities for using ohmic heating in Minas Frescal cheese production. Food Research International. 2020;131:109027.
- Monteiro SHMC, Silva EK, Alvarenga VO, Moraes J, Freitas MQ, Silva MC, et al. Effects of ultrasound energy density on the non-thermal pasteurization of chocolate milk beverage. Ultrasonics Sonochemistry. 2018;42:1-10.
- Mizuta AG, de Menezes JL, da Silva LA, Marcolino VA, Barão CE, Pimentel TC, et al. High-intensity ultrasound reduces fermentation time and improves textural properties, antioxidant activity and probiotic survival in fermented probiotic strawberry drink. International Journal of Food Science & Technology. 2023;58(1):194-204.
- Hashemi SMB, Gholamhosseinpour A. Effect of ultrasonication treatment and fermentation by probiotic Lactobacillus plantarum strains on goat milk bioactivities. International Journal of Food Science & Technology. 2020;55(6):2642-9.
- Silva AB, Scudini H, Ramos GLPA, Pires RPS, Guimarães JT, Balthazar CF, et al. Ohmic heating processing of milk for probiotic fermented milk production: Survival kinetics of Listeria monocytogenes as contaminant post-fermentation, bioactive compounds retention and sensory acceptance. International Journal of Food Microbiology. 2021;348:109204.
- Coimbra LO, Vidal VAS, Silva R, Rocha RS, Guimarães JT, Balthazar CF, et al. Are ohmic heating-treated whey dairy beverages an innovation? Insights of the Q methodology. LWT. 2020;134:110052.
- Silva R, Rocha RS, Guimarães JT, Balthazar CF, Pimentel TC, Neto RPC, et al. Advantages of using ohmic heating in Dulce de Leche manufacturing. Innovative Food Science & Emerging Technologies. 2020;65:102475.
- Kadi A, Bagale U, Potoroko I. The effect of ultrasonic processing on physical and chemical properties of milk‐based soft, brine cheese. Indonesian Journal Biotechnology. 2022;24(4):219-26.
- Yuan S, Yang F, Yu H, Xie Y, Guo Y, Yao W. Ultrasonic stimulation of milk fermentation: effects on degradation of pesticides and physiochemical, antioxidant, and flavor properties of yogurt. Journal of the Science. of Food and Agriculture. 2022;102(14):6612-22.
- Guimarães JT, Silva EK, Alvarenga VO, Costa ALR, Cunha RL, Sant’Ana AS, et al. Physicochemical changes and microbial inactivation after high-intensity ultrasound processing of prebiotic whey beverage applying different ultrasonic power levels. Ultrasonics Sonochemistry. 2018;44:251-60.
- Marchesini G, Fasolato L, Novelli E, Balzan S, Contiero B, Montemurro F, et al. Ultrasonic inactivation of microorganisms: A compromise between lethal capacity and sensory quality of milk. Innovative Food Sc. & Emerging Technologies. 2015;29:215-21.
- Marchesini G, Balzan S, Montemurro F, Fasolato L, Andrighetto I, Segato S, et al. Effect of ultrasound alone or ultrasound coupled with CO2 on the chemical composition, cheese-making properties and sensory traits of raw milk. Innovative Food Science & Emerging Technologies. 2012;16:391-7.
- Shao L, Liu Y, Tian X, Yu Q, Wang H, Li X, et al. Inactivation and recovery of Staphylococcus aureus in milk, apple juice and broth treated with ohmic heating. LWT. 2021;139:110545.
- Pires RPS, Guimarães JT, Barros CP, Balthazar CF, Chincha AIA, Freitas MQ, et al. Ohmic heating increases inactivation and morphological changes of Salmonella sp. and the formation of bioactive compounds in infant formula. Food Microbiology. 2021;97:103737.
- Kim S-S, Kang D-H. Comparative Effects of Ohmic and Conventional Heating for Inactivation of Escherichia coli O157:H7, Salmonella enterica Serovar Typhimurium, and Listeria monocytogenes in Skim Milk and Cream. Journal of Food Protection. 2015;78(6):1208-14.
- Rodrigues RQ, Dalmás M, Chemello Muller D, Dambróz Escobar D, Campani Pizzato A, Mercali GD, et al. Evaluation of nonthermal effects of electricity on inactivation kinetics of Staphylococcus aureus and Escherichia coli during ohmic heating of infant formula. J Food Saf. 2018;38(1):e12372.
- Pereira MO, Guimarães JT, Ramos GLPA, do Prado-Silva L, Nascimento JS, Sant’Ana AS, et al. Inactivation kinetics of Listeria monocytogenes in whey dairy beverage processed with ohmic heating. LWT. 2020;127:109420.
- Scudino H, Silva EK, Gomes A, Guimarães JT, Cunha RL, Sant’Ana AS, et al. Ultrasound stabilization of raw milk: Microbial and enzymatic inactivation, physicochemical properties and kinetic stability. Ultrasonics Sonochemistry. 2020;67:105185.
- Dhahir N, Feugang J, Witrick K, Park S, AbuGhazaleh A. Impact of ultrasound processing on some milk-borne microorganisms and the components of camel milk. Emirates Journal of Food and Agriculture. 2020;32(4):245-54.
- Tavsanli H, Aydin M, Ede ZA, Cibik R. Influence of ultrasound application on the microbiota of raw goat milk and some food pathogens including Brucella melitensis. Food Science and Technology International. 2021;28(7):634-40.
- Bernardo YAA, do Rosario DKA, Mutz YS, Castro VS, Conte-Junior CA. Optimizing Escherichia coli O157:H7 inactivation in goat’s milk by thermosonication. 2023;46(6):e14188.