APROVEITAMENTO DE DESCARTES DE BEBIDAS ALCOÓLICAS PARA PRODUÇÃO DE ÁLCOOL HIDRATADO
Capítulo de livro publicado no livro do VIII ENAG E CITAG. Para acessa-lo clique aqui.
DOI: https://doi.org/10.53934/9786585062046-48
Este trabalho foi escrito por:
João Bosco Cavalcante da Silva Segundo*; Luís Guilherme Sucra dos Santos; Victor Garcia Dias Correia; Daniel Felipe Lima Soares; Josevan da Silva; Geraldo Dantas Silvestre Filho; Pierre Corrêa Martins
*Autor correspondente (Corresponding author) – Email: [email protected]
Resumo: O descaminho de bebidas alcoólicas que ocorre na fronteira brasileira com seus países vizinhos resulta em uma representativa quantidade de material retido, principalmente de destilados, junto as unidades da Receita Federal do Brasil. O objetivo desse trabalho foi aproveitar as bebidas alcoólicas apreendidas, impróprias para consumo, para a produção de álcool hidratado concentrado. Para a produção das soluções alcoólicas foram utilizadas misturas de uísque fornecidas pela Delegacia da Receita Federal de João Pessoa/PB que foram destiladas em uma coluna experimental piloto. O monitoramento da operação foi realizado por meio das relações dos resultados de teor alcoólico, pH, densidade e volume dos destilados produzidos. Os resultados demonstraram que o rendimento de extração de álcool anidro das misturas de uísque foi de 72%, cujas proporções volumétricas das soluções obtidas a 73 ºINPM, 65 ºINPM e 51 ºINPM foram de, respectivamente, 72,2%, 16,8% e 11,3%. Os produtos mais concentrados apresentaram características desejáveis de qualidade comercial (produto incolor com pH na faixa de 5,74 a 6,2) e podem ser utilizados como desinfetantes e sanitizantes. O álcool a 51 ºINPM foi submetido ao processo de adsorção em coluna com carvão ativo, o qual aumentou o pH e reduziu a coloração e o aroma de uísque desse produto. A destilação das misturas de uísque na coluna piloto experimental se apresentou como uma via de produção alcoólica de etanol hidratado para produção de material de limpeza e assepsia de superfícies e equipamentos pela comunidade local.
Palavras–chave: resíduos alcoólicos; destilação; sanitizantes
Abstract: The embezzlement of alcoholic beverages that occurs on the Brazilian border with its neighboring countries results in a significant amount of material retained, mainly distilled, at the Brazilian Federal Revenue Office units. The objective of this work was to take advantage of the seized alcoholic beverages, unfit for consumption, for the production of concentrated hydrated alcohol. The material used was whiskey mixtures provided by the Federal Revenue Service of João Pessoa/PB that were distilled in a pilot experimental column. The monitoring of the operation was carried out through the relationship of the results of alcohol content, pH, density and volume of the distillates produced. The results showed that the yield of anhydrous alcohol extraction from the whiskey mixtures was 72%, whose volumetric proportions of the solutions obtained at 73 ºINPM, 65 ºINPM and 51 ºINPM were, respectively, 72.2%, 16.8% and 11.3%. The more concentrated products showed desirable characteristics of commercial quality (colorless product with a pH in the range of 5.74 to 6.2) and can be used as disinfectants and sanitizers. The alcohol at 51 ºINPM was subjected to the process of adsorption in a column with active carbon, which increased the pH and reduced the color and the whiskey aroma of this product. The distillation of whiskey mixtures in the experimental pilot column was presented as a route of alcoholic production of hydrated ethanol for the production of cleaning material and asepsis of surfaces and equipment by the local community.
Keywords: alcoholic residues; distillation; sanitizers
INTRODUÇÃO
A Secretaria de Receita Federal do Brasil tem entre suas atribuições o combate ao contrabando e descaminho e a fiscalização do imposto sobre os produtos industrializados. Tais atividades apresentam como resultado um grande volume de apreensões de bebidas alcoólicas para as quais há aplicações de pena de perdimento, cuja operação de destinação e descarte desse material é outra atribuição que está sob sua responsabilidade (1). O leilão ou doação desses produtos para o consumo é realizado somente se sua qualidade comercial e estado de conservação estiverem de acordo com todas as especificações normativas adotadas pela legislação brasileira (2). Assim, por muitas vezes, a destinação dessas bebidas alcoólicas resulta em sua destruição ou inutilização, a qual acaba gerando resíduos que precisam de descarte adequado, tais como, aterramento ou incineração (3).
A destinação desses descartes alcoólicos para produção de álcool hidratado é um procedimento que está sendo utilizado pela Receita Federal do Brasil através da sua destinação para unidades de processamento, tais como, as instituições de ensino técnico e superior brasileiras (3). O aprimoramento das técnicas de extração alcoólicas dessas bebidas alcoólicas inadequadas ao consumo e o desenvolvimento de produtos contendo álcool para fins de limpeza e assepsia de ambientes e equipamentos são temáticas de estudos de pesquisa e extensão para essa comunidade acadêmica. A finalidade social desses trabalhos é contribuir para a melhoria das condições sanitárias e socioambientais da população através da distribuição e instruções de uso desses agentes sanitizantes.
O consumo de álcool hidratado no Brasil aumentou consideravelmente com a implantação da pandemia causada pelo Sars-Cov-2, popularmente conhecido COVID-19 ou coronavírus, a partir de março de 2020 (4). As soluções com concentração mássica alcoólica igual ou superior a 70% (70 °INPM) apresentam ação desinfetante para diversos microorganismos, capazes de eliminar sua forma vegetativa (5). As soluções com menor teor alcoólico, até 54 °INPM, podem ser utilizadas como sanitizantes, reduzindo a população de agentes microbianos (bactérias, vírus) em ambientes e equipamentos para níveis seguros de utilização (6). Portanto, o objetivo desse trabalho foi avaliar a produção de álcool hidratado obtida através da destilação dos descartes alcoólicos cedidos pelos órgãos da Receita Federal brasileira em uma coluna piloto experimental.
MATERIAL E MÉTODOS
Materiais
Os materiais utilizados para a produção das soluções alcoólicas foram misturas de uísque fornecidas pela Delegacia da Receita Federal de João Pessoa/PB. O material foi devidamente descaracterizado para o consumo humano pela sua Comissão de destruição de mercadorias apreendidas, cujo procedimento foi misturar e acondicionar o uísque comercial (conteúdo das garrafas de vidro) em galões de polietileno de 20 litros (recipiente similar aos garrafões de água mineral), adicionando a essa mistura uma pequena porção de colorífico alimentar comercial (uma colher de chá equivalente a 2,5 gramas) da marca Vitamilho, produzido pela Asa Indústria e Comércio LTDA. Para a operação de adsorção foi utilizado o carvão ativo granulado CAS [7440-44-0], fabricado pela Dinâmica Química Contemporânea Ltda.
Os ensaios de destilação foram realizados em uma coluna piloto experimental com capacidade operacional para processar 20 litros de mistura de uísque, dotada de controle e registrador de temperatura e sistema de aquecimento através de resistências elétricas.
A operação de adsorção com carvão ativo foi realizada em uma coluna experimental de vidro de bancada de laboratório, medindo 54 cm de altura e 3,7 cm de diâmetro, completamente preenchida com sólido particulado, contendo papel filtro na sua extremidade de coleta da solução percolada.
Produção de álcool hidratado
O álcool hidratado foi produzido em bateladas de destilação de 20 litros da mistura de uísque na coluna piloto experimental. Os destilados foram coletados em frações de 250 mL no decorrer de cada ensaio experimental com a finalidade de se obter o maior número de informações possíveis sobre suas propriedades físico-químicas. As frações alcoólicas obtidas foram acondicionados em garrafas de vidro âmbar, contendo as suas devidas identificações, e submetidas as determinações de densidade, pH e concentração alcoólica.
Posteriormente foram realizadas misturas alcoólicas desses destilados para produção dos seguintes tipos de álcool hidratado concentrado: i) desinfetante, mistura das frações alcoólicas que resulte em uma solução com concentração na faixa de 78 a 80 ºGL (superior a 70 °INPM); ii) sanitizante, mistura alcoólica na faixa na faixa de 69 a 71 °GL (superior a 62 °INPM). Os destilados com menor teor alcoólico que foram descartados para compor esses produtos produziram uma mistura de álcool residual que foi submetida ao processo de adsorção em coluna com carvão ativo para melhorar suas características de qualidade comercial (pH, cor, cheiro característico).
As determinações físico-químicas realizadas foram as seguintes: (i) Concentração ou Teor alcoólico, determinada com o uso de alcoolômetro de acordo com a norma ABNT-NBR 5992 (7); (ii) Densidade, determinada através de picnometria líquida utilizando um picnômetro de 50 mL (marca DiogoLab®, Brasil) e seguindo metodologia de Webb (8); (iii) Medida de pH, realizada em pHmetro de bancada de laboratório (modelo МPA-210/MPA 210-P, marca Tecnopon®, Brasil) e com soluções tampão (pH 4,0 e 7,0) para calibrar o equipamento.
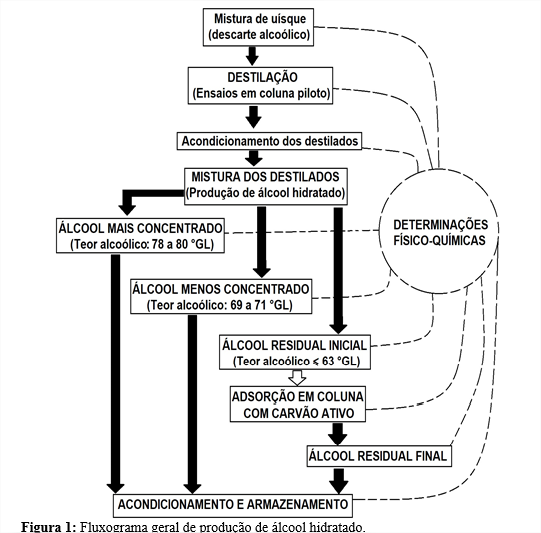
O fluxograma apresentado na Figura 1 demonstra, de forma geral, as etapas de produção dos produtos alcoólicos a partir da destilação da mistura de uísque.
Os ensaios experimentais foram monitorados através da determinação de curvas experimentais que avaliaram a relação entre os parâmetros operacionais (tempo, temperatura e volume) e as propriedades físico-químicas dos destilados (teor alcoólico, densidade e pH).
A concentração alcoólica em base mássica das soluções alcoólicas foi determinada teoricamente em valores de ºINPM, seguindo as orientações do IPEM/SP (9), pois é uma medida padrão adotada pela indústria de álcool para a concentração de suas soluções (10). A densidade dos destilados alcoólicos também foi estimada teoricamente através de suas concentrações alcoólicas, baseada na mistura binária etanol-água (10), para se obter uma estimativa sobre pureza desses produtos em relação ao etanol hidratado, comparando seus resultados com os obtidos experimentalmente. A concentração alcoólica das misturas dos três tipos de álcool produzido (desinfetante, sanitizante e residual) também foi determinada teoricamente através das relações de diluição de mistura, conforme Harris (11), para a estimativa de seus volumes operacionais. Foi elaborado um parâmetro de rendimento para avaliar o desempenho da destilação, denominado de rendimento operacional, expresso pela relação volumétrica entre o volume de álcool anidro presente na mistura e no seu destilado, representando o volume de álcool extraído, e calculado através da Equação 1.
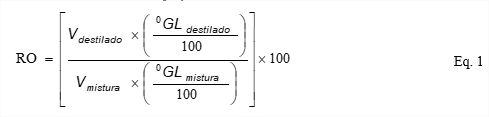
onde: RO é o rendimento operacional volumétrico de álcool anidro extraído (%); V é o volume de solução (litros); oGL é a concentração volumétrica percentual de álcool na solução ou graus Gay-Lussac.
RESULTADOS E DISCUSSÃO
Caracterização físico-química da mistura de uísque
O volume e os resultados das determinações de teor alcoólico, pH e densidade da mistura de uísque fornecida pela Delegacia da Receita Federal de João Pessoa/PB estão apresentados na Tabela 1.
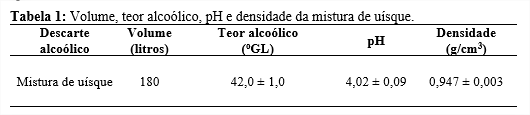
Os valores das propriedades físico-químicas da mistura de uísque demonstrados na Tabela 1 indicam que esta solução é similar ao uísque comercializado no mercado varejista brasileiro, pois estão nas faixas informadas por Russell, Bamforth e Stewart (12) para esse tipo de destilado alcoólico, as quais são de 40 à 44 oGL, pH 4,0 a 4,5 e densidade 0,900 a 0,970 g/cm3, respectivamente.
Ensaios de destilação das misturas de uísque
O comportamento dos parâmetros operacionais e das propriedades físico-químicas dos destilados produzidos nos ensaios de destilação da mistura de uísque foram monitorados através de diagramas gráficos que demonstram as suas relações.
A relação da concentração alcoólica com o volume de destilado coletado está demonstrada na Figura 2, expressa em °GL (Figura 2A) e em °INPM (Figura 2B).
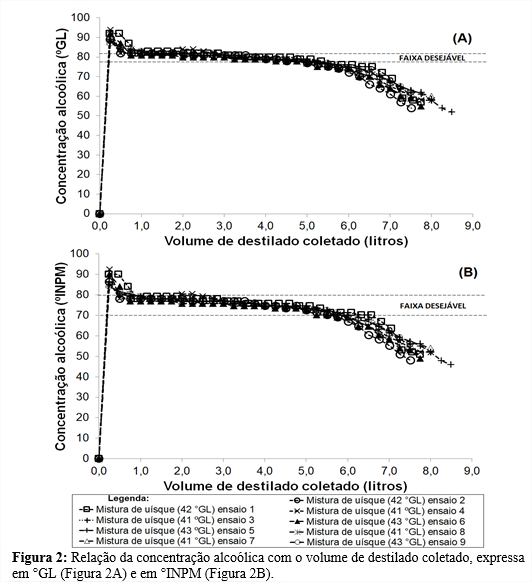
Observa-se na Figura 2 que a maior parte da quantidade volumétrica dos destilados apresenta resultados de concentração alcoólica na faixa desejável para produção dos produtos propostos. Os destilados obtidos a partir de 6 (seis) litros de coleta é o álcool residual que deve ser destinado a elaboração da terceira mistura alcoólica, pois apresenta o menor conteúdo alcoólico, coloração amarelada e aroma de uísque. A mistura desses destilados deve ser submetida a adsorção em coluna com carvão ativo para melhorar sua qualidade comercial. A relação entre os resultados de concentração alcoólica dos destilados expressos em °GL e em ºINPM apresenta um comportamento exponencial, demonstrando um expressivo valor do seu coeficiente de correlação (R2) de 99,99%. Portanto, pode-se utilizar a essa correlação, expressa pela Equação 2, para se estimar mais facilmente a concentração alcoólica em termos mássicos, °INPM, a qual não é obtida através dos usuais densímetros com escala Gay-Lussac (°GL) utilizados para verificar o teor alcoólico de soluções alcoólicas.
°INPM = 0,4422 x °GL1,1741 Eq. 2
onde: °INPM expressa a concentração mássica de álcool na solução; °GL é a concentração volumétrica de álcool na solução.
A Figura 3 demonstra as relações do volume da coleta de destilado com o pH (Figura 3A) e a densidade (Figura 3B), determinada experimentalmente.
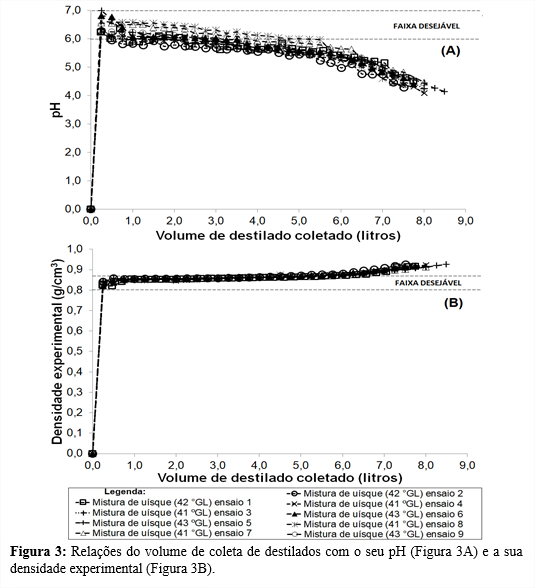
Uma quantidade volumétrica significativa dos destilados produzidos na coluna piloto apresentou valores de pH e densidade na faixa desejável indicada para a produção de álcool hidratado concentrado, produto com maior concentração de álcool, na faixa de 78 a 80 °GL, conforme indicam os resultados das Figura 3. Observa-se que a última fração de destilado coletado, obtido a partir de 6 (seis) litros de produto, se caracteriza como um produto de menor qualidade, o álcool residual, apresentando os maiores valores de densidade e os menores de pH. Foi realizada uma comparação entre os resultados de densidade obtidos experimentalmente e estimados teoricamente através dos valores de teor alcoólico dos destilados e das densidades dos componentes puros da mistura binária etanol-água obtidos na literatura (13) a temperatura ambiente local, cuja relação está apresentada na Figura 4.
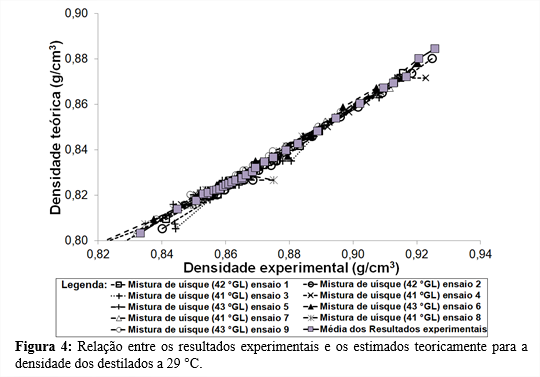
Verificou-se um desvio de 4,2% entre os resultados experimentais e os estimados teoricamente para a densidade dos destilados, observando-se uma relação com comportamento de variação linear constante apresentado na Figura 4. Os valores experimentais são ligeiramente superiores aos teóricos, conforme os valores expressos pelos eixos do diagrama da Figura 4, cuja suposição inicial é que os destilados devem apresentar outros compostos em sua composição, além de etanol e água. No entanto, como essa diferença é pequena, inferior a 5%, pode-se presumir que a composição dos destilados é constituída, predominantemente, de uma mistura hidroalcóolica de água-etanol.
Os resultados operacionais (volumes do destilado e da solução descarte, tempos de destilação operacional, temperatura operacional, rendimento operacional) e das propriedades físico-químicas (teor alcoólico, pH, densidade) das soluções obtidas nos ensaios de destilação da mistura de uísque estão apresentados no Quadro 1.
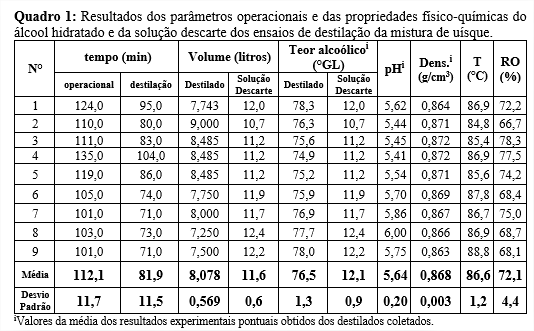
Os resultados do Quadro 1 demonstram uma diferença de cerca de 30 min entre os tempos de destilação, referente ao período de coleta de destilado, e operacional, representada pelo período de aquecimento da mistura de uísque e de toda produção de destilado. A concentração alcoólica dos destilados apresentou um valor médio na faixa desejada (69 a 80 °GL) e a solução descarte, líquido remanescente da mistura de uísque que permanece na caldeira da coluna após o término da destilação, também apresentou um conteúdo alcoólico representativo, aproveitável, e pode ser utilizada em novas misturas alcoólicas mais concentradas. O valor médio do pH do destilado está abaixo da faixa desejável (6,0 a 7,0) devido, provavelmente, a característica mais ácida da sua fração final coletada, a qual deve ser descartada para a produção das soluções alcoólicas concentradas desejadas, cujas teores alcoólicos estão nas faixas de 69 a 71 °GL e 78 a 80 °GL. O volume da solução descarte foi superior ao volume dos destilados obtidos. Porém, o volume de álcool presente nos destilados é muito superior ao presente nessa solução remanescente, cujo valores são, respectivamente, iguais a 6,2 litros e 1,3 litros. Os resultados do rendimento operacional de extração de álcool da mistura de uísque são satisfatórios, obtendo-se o máximo possível de destilado para faixa operacional fixada (82 a 94 °C). Evitou-se operar com temperaturas muito próximas do ponto de ebulição da água (100 °C) para restringir o arraste de compostos indesejáveis, pois se observou, no período final da destilação, que após breve estancamento de coleta de destilado a temperatura operacional aumentava abruptamente de 2 a 3 °C e começava a ser produzido um destilado viscoso com coloração, variando de branco a amarelada, e exalando um aroma característico de uísque.
A partir do conhecimento dos volumes e concentrações alcoólicas dos destilados foram realizadas das misturas alcoólicas para a produção de três tipos de produto:
– Álcool hidratado mais concentrado: produto idealizado para uso como desinfetante de superfícies e materiais, com teor alcoólico mínimo de 70 °INPM, equivalente a 77 – 78 °GL, para eliminação e inibição da atividade microbiana. Sua produção foi realizada através da mistura de todos os destilados com concentração alcoólica superior a 75 °GL.
– Álcool hidratado menos concentrado: produto classificado como sanitizante, indicado para redução da atividade microbiana devido ao seu menor teor alcoólica (69 – 71 °GL que equivale a 64 °INPM), cuja produção utilizou a mistura de todos destilados com concentração alcoólica na faixa de 75 a 64 °GL.
– Álcool Residual: produto obtido nas fases finais de coleta de destilados, apresentando características físicas (cor amarelada) e químicas (baixo pH, aroma de uísque) inconformes com os requisitos estipulados para os tipos de álcool hidratado desejados (ANP, 2022). Solução resultante da mistura de todos os destilados que apresentaram teor alcoólico igual ou inferior a 63 °GL.
Os resultados de quantidade volumétrica, concentração alcoólica, pH e densidade das soluções alcoólicas produzidas através das misturas dos destilados obtidos nos ensaios de destilação estão apresentadas na Tabela 2.
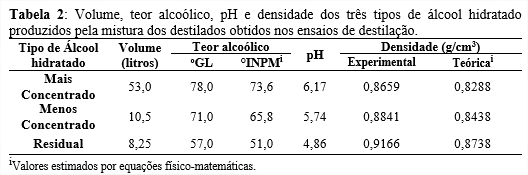
Verifica-se na Tabela 2 que o maior volume de álcool hidratado produzido foi do tipo mais concentrado, o qual apresentou os melhores resultados para sua comercialização e uso (pH próximo a neutralidade, densidade próxima da mistura binária etanol-água, teor alcoólico superior a 70 °INPM). O álcool menos concentrado também apresentou resultado desejável de teor alcoólico e pH próximo a faixa de neutralidade (6 a 7). As proporções volumétricas destes produtos em relação ao volume total de destilado coletado são iguais a 72,16% de álcool mais concentrado (78 °GL), 16,49% de álcool menos concentrado (71 °GL) e 11,34% de álcool residual (57 °GL). O álcool residual foi submetido a ensaios de adsorção, cujos dados estão apresentados na Quadro 2.
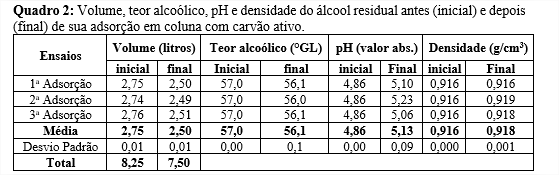
Os volumes de álcool residual inicial e final, solução percolada na coluna, apresentado no Quadro 2 demonstram que ocorreu uma perda volumétrica de 10% de produto devido a umidificação do sólido particulado presente na coluna e uma pequena diminuição do seu teor alcóolico. A solução coletada no início de cada ensaio de adsorção (250 mL) apresentou a maior diminuição de teor alcoólico e foi descartada para compor a mistura total do álcool residual obtido na operação de adsorção em coluna com carvão ativo, já que toda sua solução percolada foi coletada periodicamente em frações de 250 mL. Portanto, a mistura final das soluções alcóolicas percoladas, coletadas em todos os três ensaios de adsorção em coluna com carvão ativo resultaram em volume final de 6,75 litros, cujo teor alcoólico, pH e densidade foram iguais a 56,5 °GL, 5,2 e 0,917 g/cm3.
CONCLUSÕES
A destilação da mistura de uísque na coluna piloto experimental apresentou um rendimento em extração de álcool anidro representativo e igual a 72%, resultando em uma produção de 71,75 litros de solução alcoólica. A maior quantidade de álcool hidratado produzido foi do tipo álcool mais concentrado (72,2%, 53 litros), cujo teor alcoólico, pH e densidade são iguais a 78 °GL (73,6 °INPM), 6,17 e 0,823 g/cm3, o qual pode ser destinado ao uso como desinfetante de superfícies e materiais. O álcool menos concentrado apresentou um teor alcoólico de 71 °GL (61,8 °INPM), uma menor proporção volumétrica (16,5%., 10,5 litros) e pH igual a 5,74, podendo ser utilizado como sanitizante. Foi produzido 8,25 litros (11,34%) de um álcool residual com características físico-químicas indesejáveis para produção de sanitizantes e desinfetantes (baixo pH, presença de coloração e cheiro de uísque) que foi submetido a adsorção em coluna com carvão ativo, a qual proporcionou um aumento do seu pH (0,3 pontos absolutos) e uma pequena diminuição do seu teor alcoólico (0,5 °GL).
REFERÊNCIAS
- Ministério da Economia/Secretaria Especial da Receita Federal do Brasil. Portaria RFB N° 200, de 18 de julho de 2022. Dispõe sobre a administração e a destinação de mercadorias apreendidas. Diário Oficial da União. 2022. Seção: 1, Página: 71, Publicado em 20/07/2022 [acesso em 15 Set 2022]. Disponível em: https://in.gov.br/web/dou/-/portaria-rfb-n-200-de-18-de-julho-de-2022-416514100
- Brasil. Ministério da Fazenda (MF), Delegacia da Receita Federal do Brasil em Santa Maria. Destinação Ambientalmente adequada de resíduos provenientes da destruição de bebidas apreendidas pela Receita Federal. Repositório Institucional da Escola Nacional de Administração Pública (Enap), 2016. 20 p. [acesso em 10 Set 2022]. Disponível em: http://repositorio.enap.gov.br/handle/1/2727
- Andrzejewski T. Uma análise das técnicas de destruição de resíduos de mercadoria. [Monografia]. Campo Grande/MS: Especialização em Gestão de Projetos, Universidade Católica Dom Bosco, Campo Grande, MS, Brasil; 2015. 25 p.
- Sequinel R, Lenza GF, Silva FJLB, Silva FR. Soluções a base de álcool para higienização das mãos e superfícies na prevenção da Covid-19: compêndio informativo sob o ponto de vista da química envolvida. Química Nova. 2020; 43(5): 679-684.
- Kampf G, Todt D, Pfaender S, Steinmann E. Persistence of coronaviruses on inanimate surfaces and their inactivation with biocidal agents. Journal of Hospital Infection. 2020; 104(3): 246–251.
- Ramos MJ, Fernandes PA. O álcool contra a COVID-19. Revista de Ciência Elementar [internet]. 2020 [acesso em 15 Set 2022]; 8(02): 1-4. Disponível em: http://doi.org/10.24927/rce2020.018.
- Associação Brasileira de Normas Técnicas. NBR 5992: Informação e documentação: Referências. Rio de Janeiro: ABNT; 2008. 24 p.
- Webb PA. Volume and density determinations for particle technologists. Micromeritics Instrument Corporation Repository, 2001. 16 p. [acesso em 12 Set 2022]. Disponível em: https://www.micromeritics.com/Repository/Files/Volume_and Density_determinations_for_Particle_Technologists_0.pdf
- Montini PL. Álcool gel: assepsia bem a mão. Cidadania, Conceitos de metrologia, Almanaque de Metrologia [internet] 9/Março, 2020. 2 p. [acesso em 12 Set 2022]. Disponível em: https://ipemsp.wordpress.com/2020/03/09/alcool-gel-assepsia-bem-a-mao/
- Agência Nacional do Petróleo, Gás natural e Biocombustíveis (ANP). REGULAMENTO TÉCNICO ANP Nº 3/2015, Rio de Janeiro: ANP, 2015. 49 p.
- Harris DC. Análise química quantitativa. 9ª Edição. Rio de Janeiro: Editora LTC, 2017. 966 p.
- Russell I, Bamforth C, Stewart G. Whisky: Technology, Production and Marketing. 1ª ed., v. 1, Ed.: Academic Press, 2003. 629 p.
- Southard MZ, Rowley RL, Wilding WV. Physical and Chemical Data. In: Green DW, Southard MZ. Perry’s Chemical Engineer’s Handbook, 9th edition, McGraw-Hill Companies; 2018. Chapter 2: p. 100-362.
Tag:ENAG